



Leaderboard
-
grannyknot
Free Member7Points5,158Posts -

ConVerTT
Free Member7Points422Posts -

kats
Free Member4Points2,215Posts -
Namerow
Free Member4Points1,551Posts



Popular Content
Showing content with the highest reputation on 03/02/2019 in all areas
-
3 pointsAnd without your jig you would be in trouble?, I'm learning lots from this thread.3 points
-
3 pointsThanks Namerow! Good idea - my “notes” are all over the place but I will measure it up and post the dimensions when the car goes on the rotisserie.3 points
-
3 pointsI agree with your premise. I know you're busy with the real work right now, but later, when time permits, please consider creating a set of drawings for your jig. It would make a great addition to the restoration resources that this great site makes available to others. BTW, you have a real talent for visualizing sheet metal repairs. The fab part is half of it, but the 'vision' part (i.e 'How do I translate this into cuts and bends and welds) is equally important.3 points
-
There are two techniques used for industrial plating, rack plating and barrel plating. Barrel plating is used for small parts. The parts are dumped through the hatch of a plastic barrel, the hatch is shut and the barrel is sent down the plating line. Think nuts, bolts, washers, windshield washer nozzles, hood latch parts etc. Rack plating is as the name implies, the parts are secured to a rack by fine wire or hooks. Rack plating is used for parts like the plate between the engine and transmission, long brake, clutch and fuel lines (more about these long lines later) water pump pulley, etc. Be careful, the plater may want to put some of the larger parts in the barrel so have your preferences decided ahead of time. Sometimes rack plating may leave a dark spot where the wire or hook touches the part. The more conscientious platers will work with you to minimize or eliminate the chance of the dark spot, plan ahead. Here's how I deal with the long lines. I first use Brakleen to remove any oil or grease. Then I use single O steel wool to remove any rust, paint, etc followed by the same texture steel wool to polish the lines. I have yet to find a plater with tanks large enough to plate these long lines so I carefully bend them around a 55 gallon drum making the overall length small enough for the plating tanks. Because I want to be very selective about reusing replated 50 year old lines through which flow critical fluids under pressure I always take another step. I bend and flare a complete set of new brake, clutch and fuel lines which I have plated at the same time as the original lines. I buy a length of line from my NAPA store in each of the sizes required and NAPA fittings which happen to come with the correct 10mm flats and are already plated in yellow zinc. Yes, a lot of work but when all the lines have been replated I can choose the best, and safest, of the litter. Damn, he sure goes through a lot of work but hey, I've been doing this long enough that making a new set isn't a big deal and I know I can have confidence in the finished product. Prep work for everything else - I start with brakleen - a product that doesn't leave a residue - then glass bead blasting to remove paint, rust, etc followed by many hours of tumbling in a rock tumbler filled with my small parts and crushed corn cobs. The end product will have a lightly polished finish. An excellent start to the zinc plating process. Yes, Jfa.series1, your use of wire to keep the small stuff together is an excellent idea, a must for SU carb parts. For the past 3 loads I've been using a shop just south of Philadelphia. Every time I drop off a load they ask me about the environment the parts will live in. I'm impressed by that as I had NEVER been asked that before. However, I've gotten good reports about Sav-On from more than one source. If I ever have issues with the Phila folks I'll give Sav-In a go. The Royal Pain In The arse work I've outlined is what separates a quality restoration one can be proud of from everything else. Good Hunting (plating)!2 points
-
I've always thought that the 240s were in the 550lb range but now I'm thinking 500-510 perhaps.2 points
-
2 pointsSo I figured I would tackle the rest of the bad bodywork on the passenger front end..... Started by making a copy of the undamaged drivers side ... So far, so good .... Then got the laser out to check the alignment ... ... and things started heading south ?.... d I knew the previous work was bad but wholly crap - it’s out by more than an inch ! Looks like time for Plan B .... ] The backer plate is bent and rusty too . Will have to deal with that tomorrow. All in all it seems like it will work out though ....







 2 points
2 points -
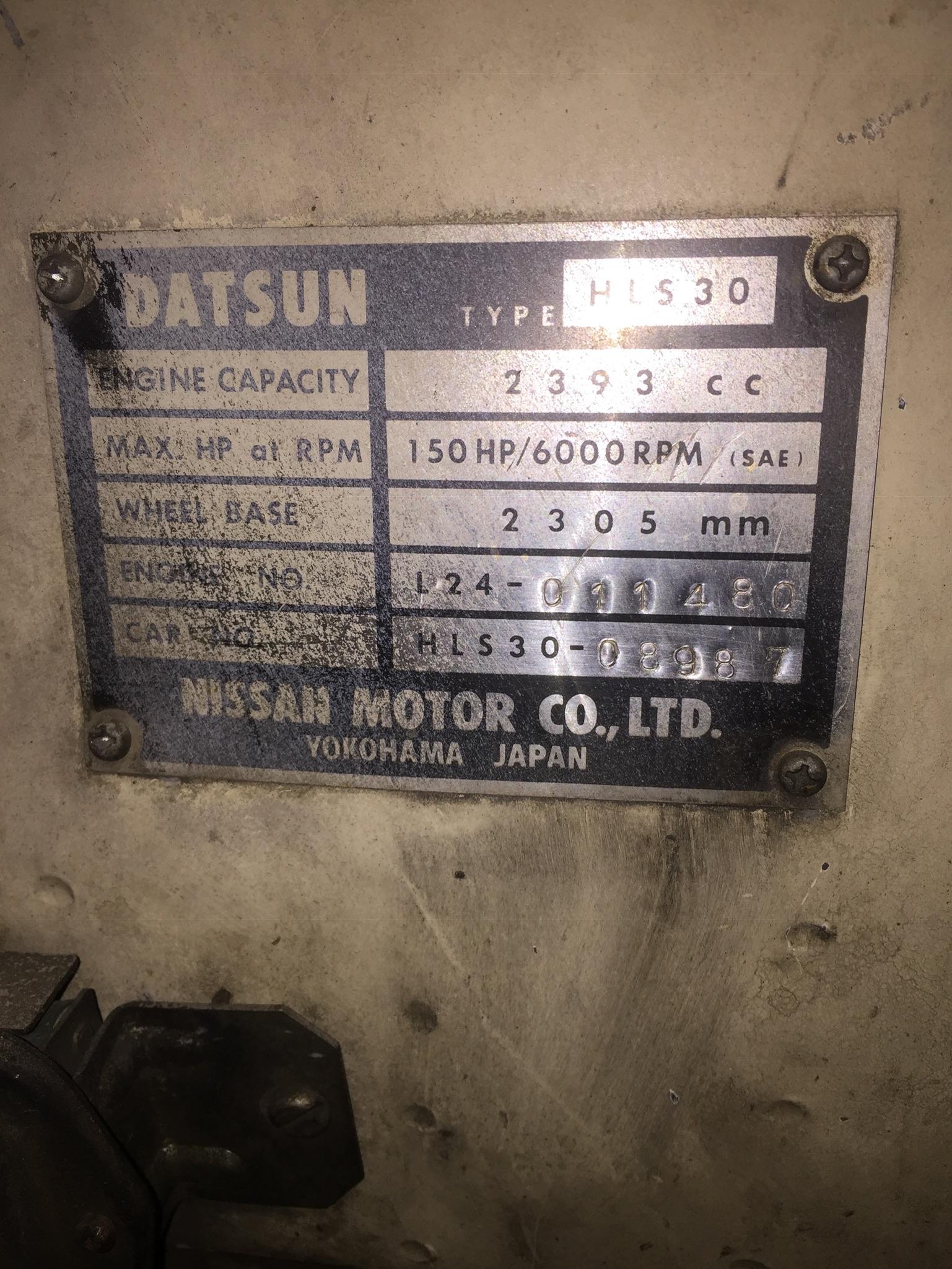
1 pointI've been looking for a project. I've been mostly looking at 4x4 old truck stuff. The other day a friend of mine asked me to help him move a 1984 veet that he just bought for $500. When we got there he mentioned there was a 240z there that the guy was also selling. I looked at the z took a few pictures and today the car is sitting in my garage. I had no idea my next project car was going to be a z car. I've always loved these cars. I was born in 1960, so the 1970 is just about the time I was starting to see and feel things. This car was one of my first loves. I've never drove one. This will be the first z I've ever driven. The man that owned it before me loved it. He drove it for years and then bought the 1984 vet and quit driving the z. It's been sitting covered for 15 years in his garage. He passed away and his son wanted the car gone. No problem. THe son also turned out to be somebody that recognized me from years ago. Our paths have passed in the past. I got in touch with Carl Beck. I knew very little about the car with the exception of how I fell in love with the car years ago. Carl provided me with enough information for me to make the decision to invest the $3500 in the car the seller was asking. The above photo is in my shop today. Check out all the registration year stickers . The rear brakes are locked up. It will roll, but not very easily. I'm going to get some atf and spray in their to see if the will release. I'm also going to spray the atf in the cylinders and let it set for a few days.











 1 point
1 point -
big oops! I did not realize we had a wanted as well. Could the moderators please move this and the other request for a gnose bumper? Thanks!1 point
-
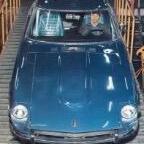
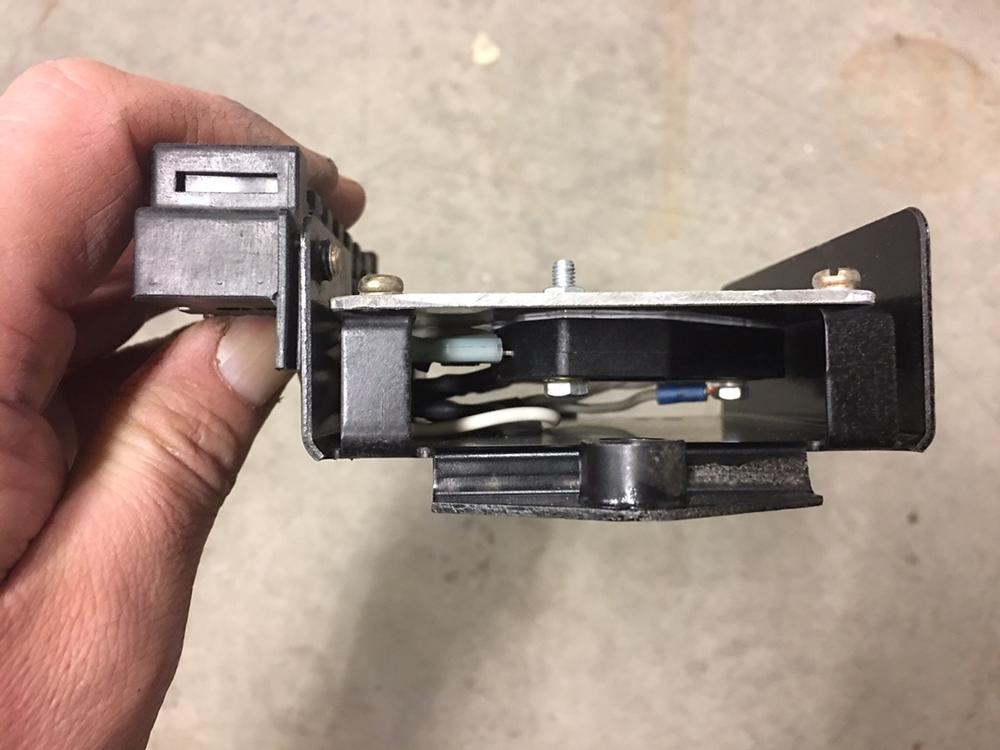
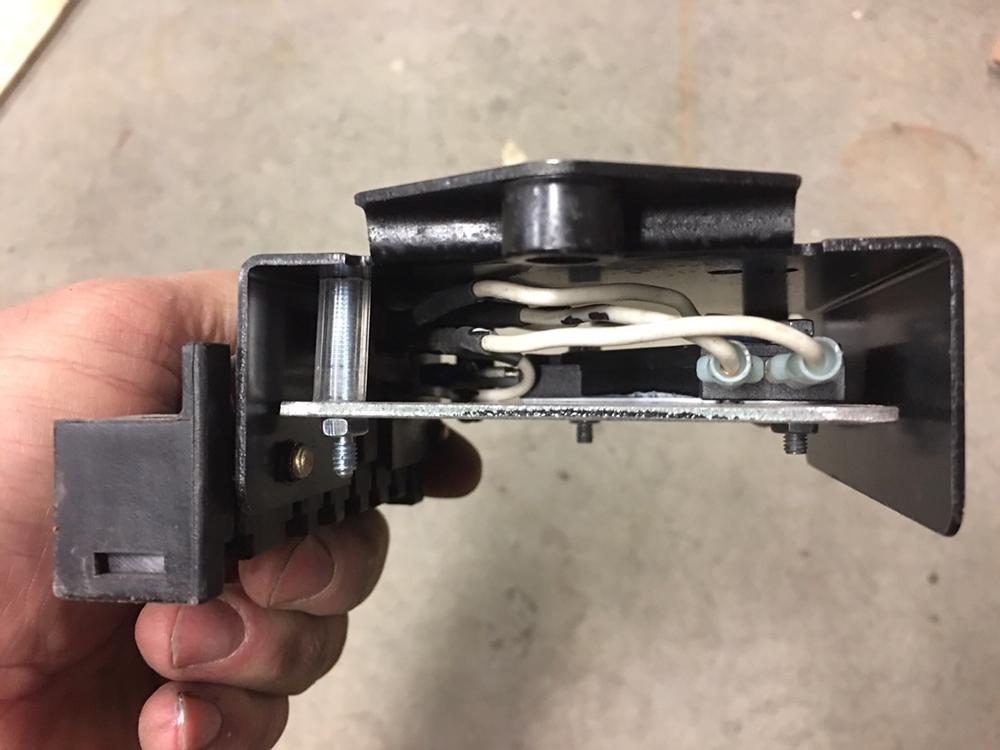
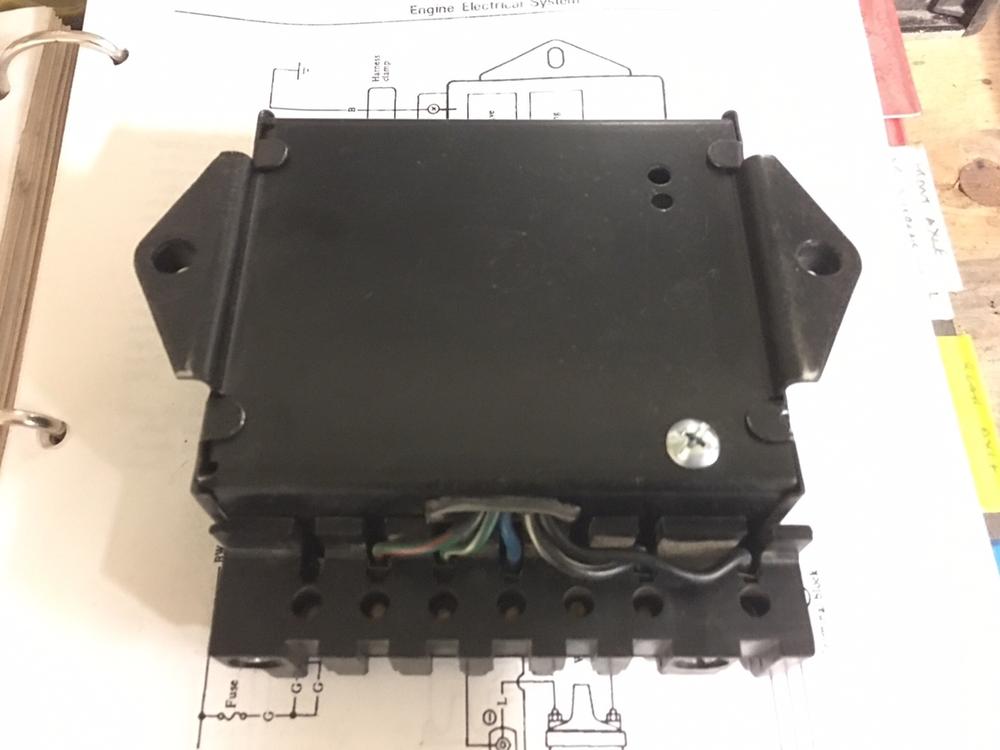
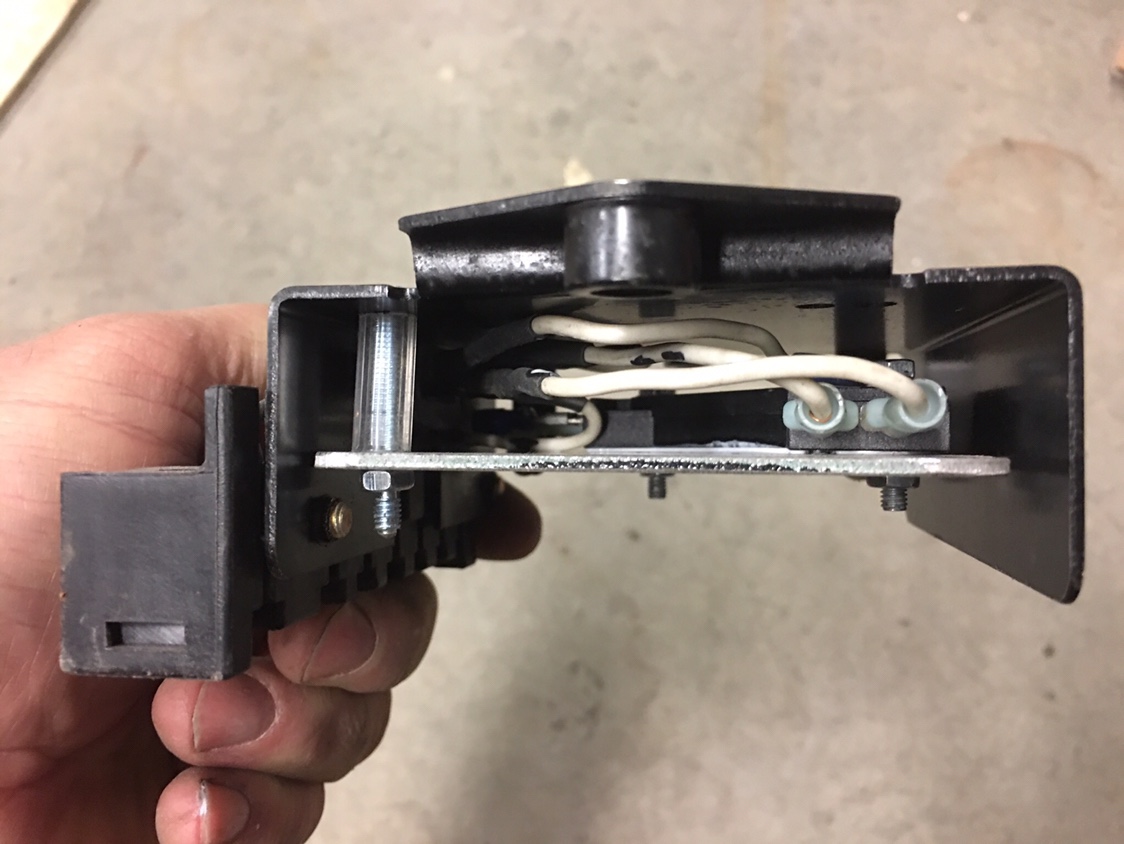
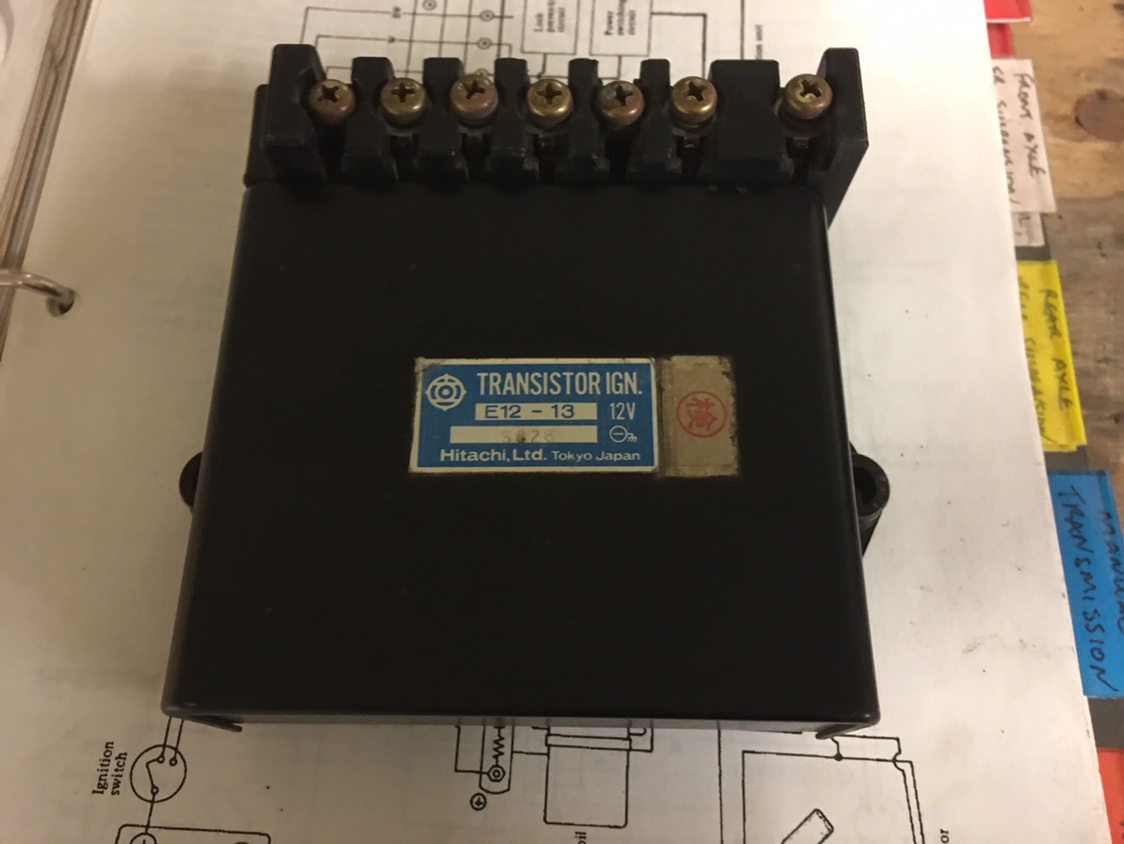
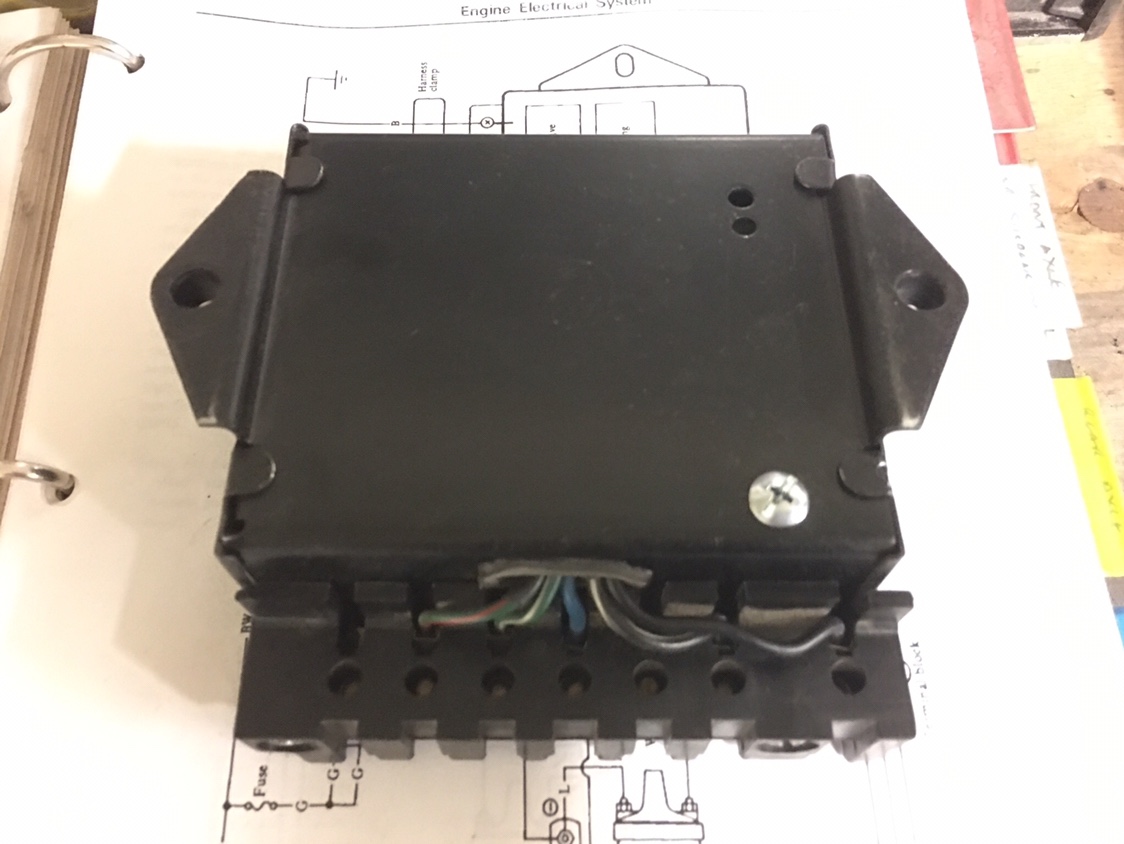
Selling my freshly modified 1976 electronic ignition box that has been discreetly modified with a modern GM HEI ignition system. Since I am going Haltech and Coil on Plug, this system is no longer needed. I built this from plans available in this forum using a GM style HEI ignition. Everything is tucked inside the case and looks stock for the purists! Asking $100 plus shipping.
 1 point
1 point -
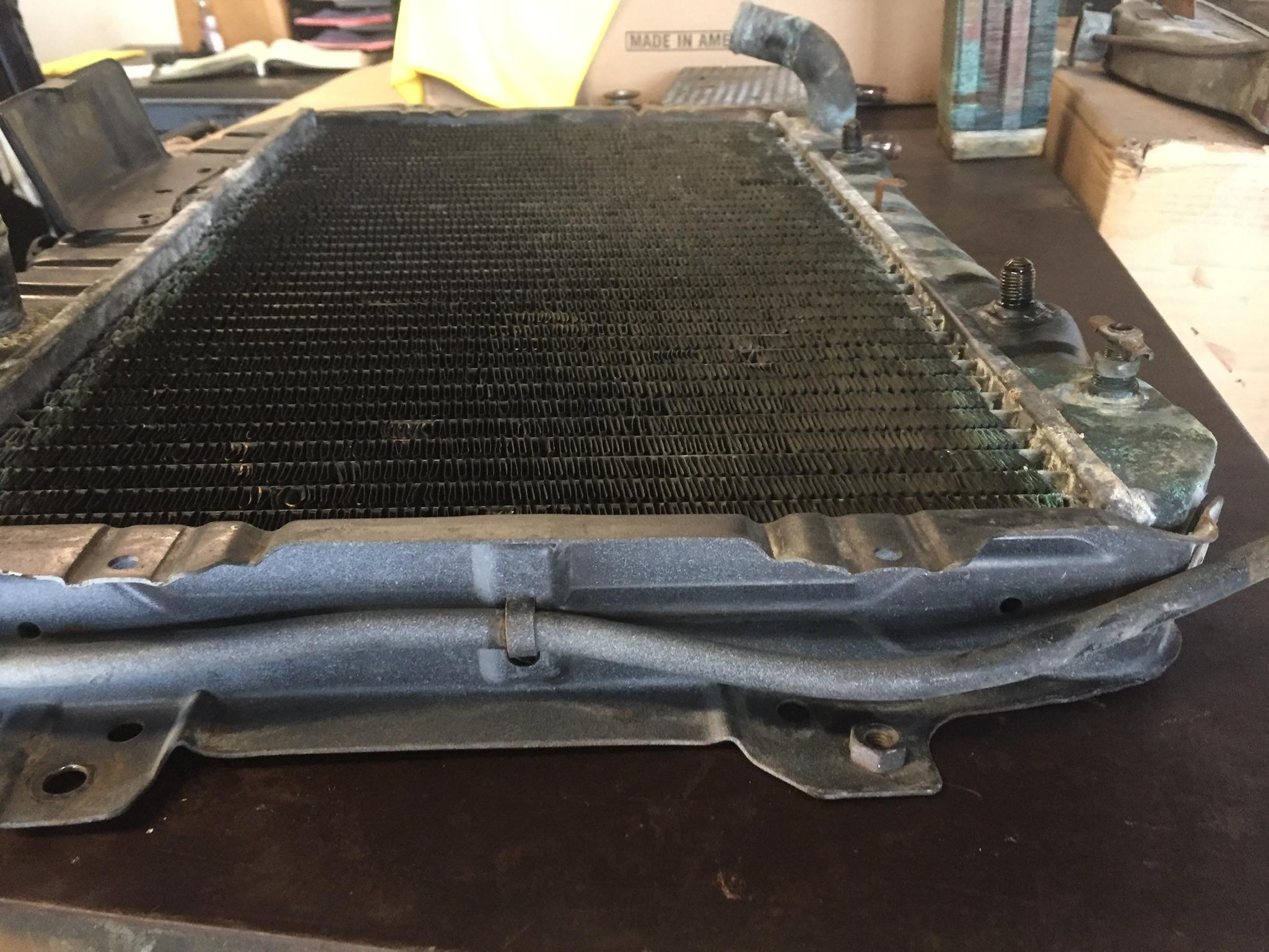
1 pointMy car had the dealer-installed A/C when I bought it new, the original 2-row was in place. It did not hold up well and after several repairs I had it re-cored with a three row, still in the car today.1 point
-
I enjoy playing with numbers sometimes (and I know this will drive @Captain Obvious crazy), so: At 510 lb, the entire S30 unibody would crush down into a block of steel that measures only 12" x 12" x 12" . (Which reminds me of the scene from the old James Bond movie, Goldfinger, where the crushed remains of an early-60's Lincoln Continental (an early American unibody) are dropped into the bed of a waiting Ford Ranchero pickup for 'disposal'. That block was probably about 3 cu.ft. but it included all of the bodywork, interior and glass too.) The S30 unibody weighs a bit less than 5 of Grannyknot's anvils. The S30 has plan-view measurements of about 162" L x 64" W. If the entire unibody was fabricated from 20-gauge sheet (0.036"), you'd need a single sheet measuring about 350 SF. If you wanted to make your own from 4' x 10' sheets of 20-gauge, you'd need 9 sheets. But then, allowing for scrappage from the cut patterns, you probably need to actually buy about 30 sheets. A 4' x 10' sheet of 20-gauge hot rolled steel sheet currently costs about $90, so that means your bill out the door of the metal supply shop would be about $2700. You could probably recover half of that by selling the scrap to a recycler. So let's call it $2000 for the material needed to make your own S30 unibody. Freight, taxes, and labour costs extra, of course. If you started with a single 348-SF sheet of 20-gauge that was 64" wide (same as the length of of S30) and laid it crosswise and centred under the car, it would extend two car widths on either side of the car outline.1 point
-
Thanks again guys. Some follow-up questions... motorman7 and Zup, Does that $140-$150 per batch at Sav-On cover both colors of chromate dip, or are the two different colors considered two different batches? The reason I ask is that I was figuring I would only do one color chromate (yellow this time), but if I've got the option to do different colors without affecting the cost, I would include some clear chromate parts as well (like the ashtray). duffymahoney, Would you share some more info about the shop you are using currently? I like the sounds of the cost and the batch size, but can you put a little more definition around what constitutes a small batch? And what about different chromate dip colors? Do different colors add to the cost? jfa.series1, How does your plater stack up cost-wise to the other options above? And does it have to be an in-person transaction? zspert , How does your plater stack up cost-wise as well. And as Zup mentioned above, I'm in the Philadelphia area, so something south of the city would be possible to do drop off and pick-up instead of shipping. I could spend shipping money on gas for the car instead.1 point
-
Zspert---- The original poster of this thread lives near Philadelphia and I am sure Bruce (Captain Obvious) would be extremely interested to know which Philly plater outfit you use.1 point
-
They don't separate the parts, all of the batch goes thru the bake cycle so everything is consistent in color whether its clear or yellow. Per the comments by @zspert above, this shop has tanks large enough to handle the long fuel/hydraulic lines. A buddy has his done and they came out awesome.1 point
-
1 point1 pointLooks familiar. Neat workmanship. Btw. It will work on all of the 280Z TIU systems up to Aug 77, it only needs one pickup. After Aug 77 they changed the terminals to a plug connector.1 pointI was in the room when Bob saw this film for the first time. Prior to this he was unsure if the film was actually real. There are four things that make this special. 1) white coverall workers rushing out to get a car back on the track while the race is still in process 2) leading after turn one he dips a rear right tire in the dirt and sends debris back into the pack (you can almost see the pack lift and Bob puts more space between them) Sam Posey says he did it more than once 3) Bob wins the race not just in CP but against AP and BP cars 4) a split window vette is shown coming into LRP pulling a trailer carrying a split window vette1 point1 point1 pointWhen you were talking about the radiator earlier, I almost chimed in to say you could keep the stock look and just go to a three row radiator core if cooling is an issue. Evidently that has already happened. You shouldn't have cooling issues, at least due to the available cooling area...1 point1 pointHey Kats, Do S20 engines have sleeves in their cylinder bores? *Edit actually I went back through the thread and saw they do indeed have sleeves, unlike the L-series.1 point1 point1 pointI took my radiator in to have it boiled today. The guy said he thought it had been re-cored, or repaired. It has three rows of fins, my understanding is the original had two rows? Here's a few pictures


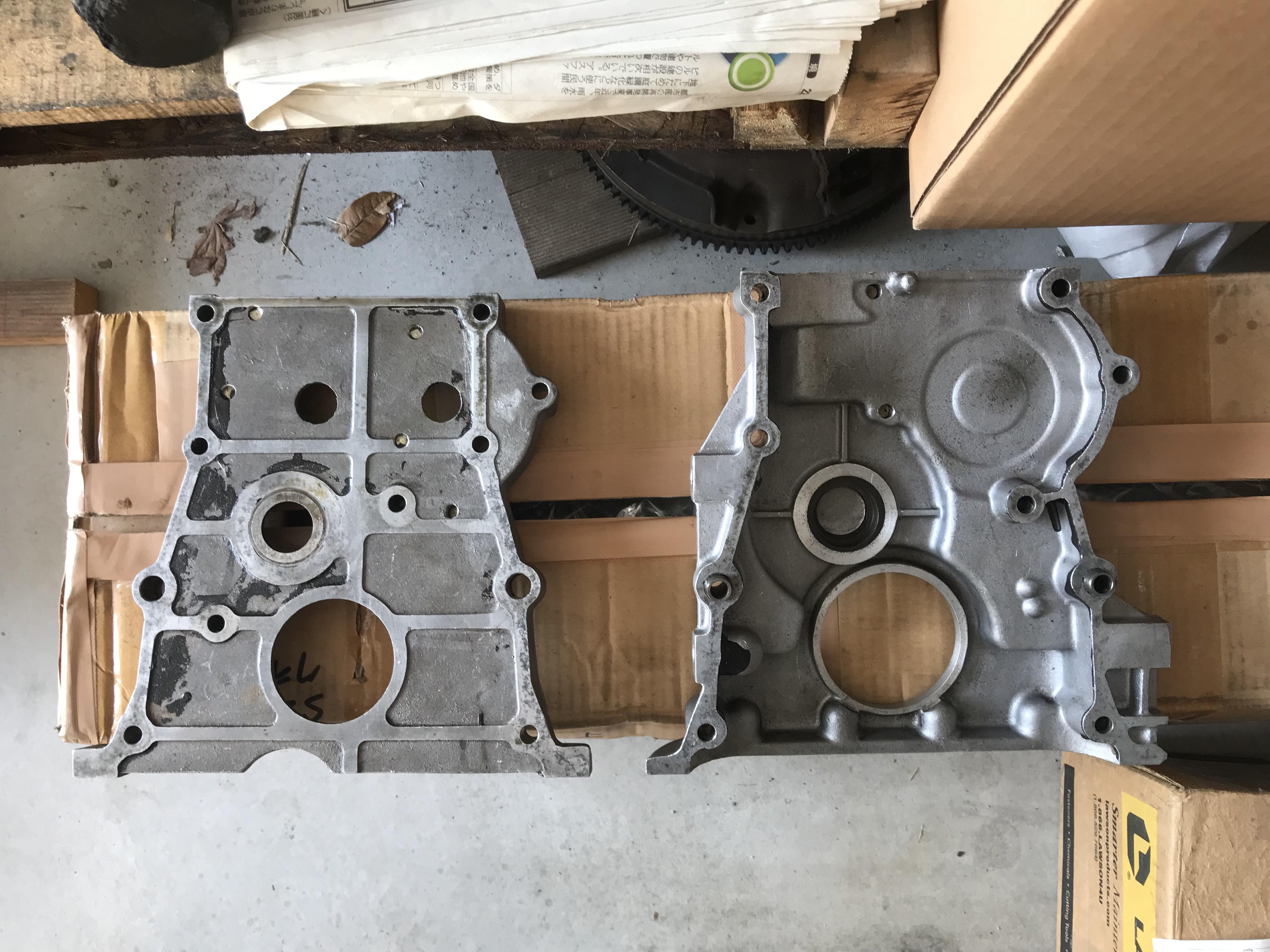
 1 point1 pointIs this intake valve stem guide modified ? For better air flow ? Ex valve guide looks normal .I doubt some hand work was done in the past . I feel same thing when I viewed from In / Ex port , it has slightly grinded around the hole for the stud bolt . I need to check my NOS head . About the front gear housing cases , they have a same number for each . My spare has “15” on them , because these cases were bored at the same time . Kats
1 point1 pointIs this intake valve stem guide modified ? For better air flow ? Ex valve guide looks normal .I doubt some hand work was done in the past . I feel same thing when I viewed from In / Ex port , it has slightly grinded around the hole for the stud bolt . I need to check my NOS head . About the front gear housing cases , they have a same number for each . My spare has “15” on them , because these cases were bored at the same time . Kats


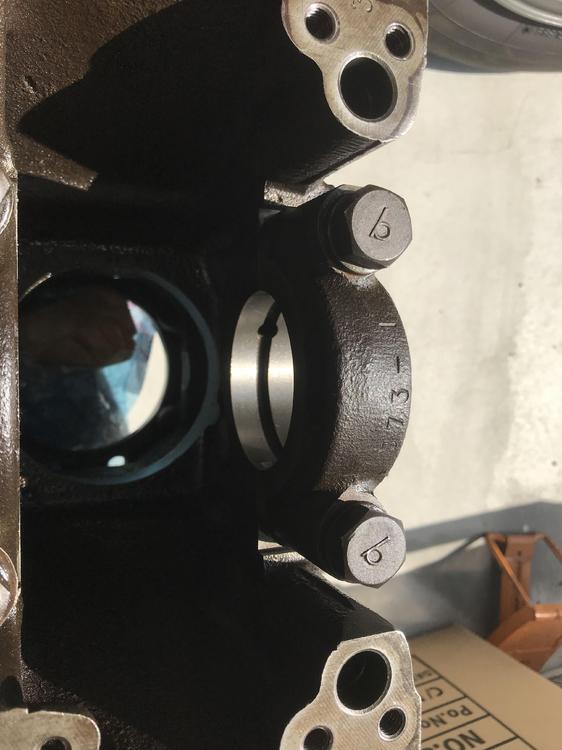
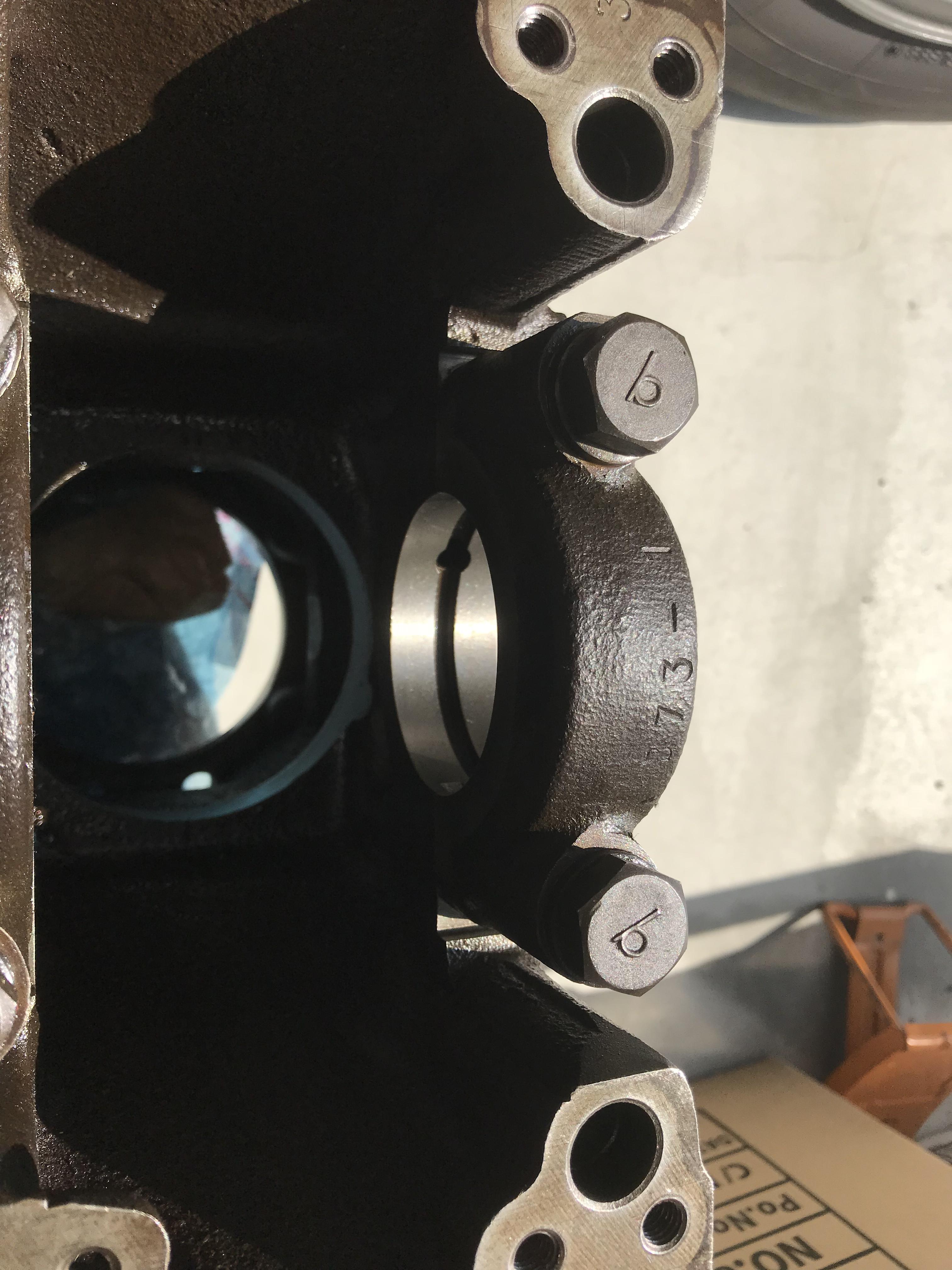
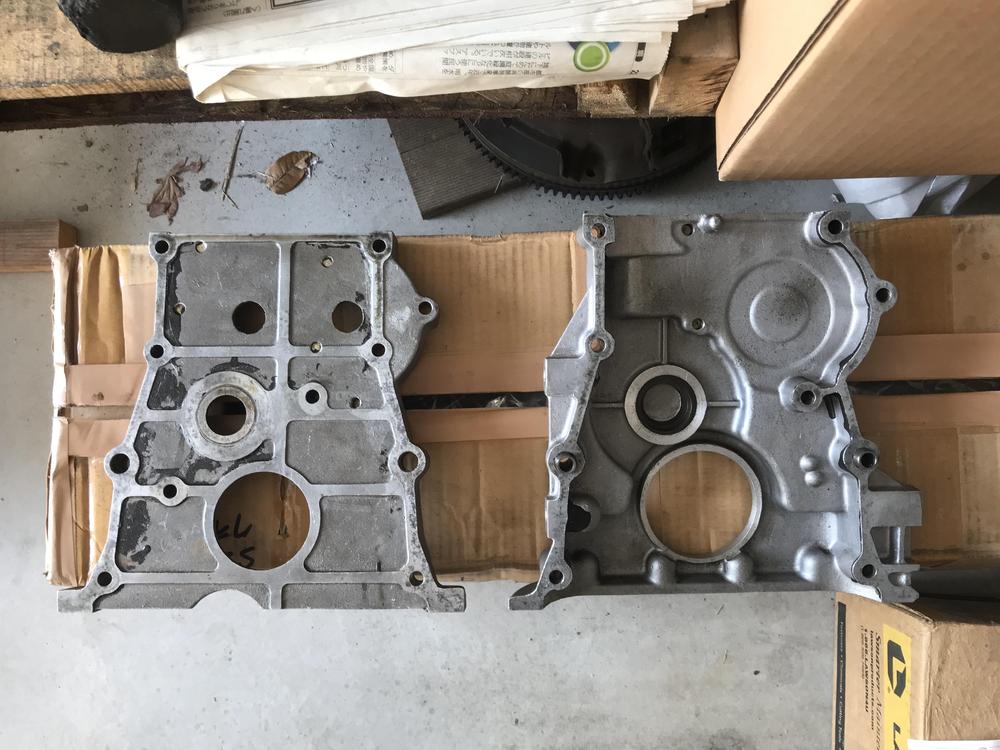 1 point1 pointHi , I looked at the cylinder block , now I understood how S20 is made . I see now water line , oil line , and each holes has each purpose. At the rear end of the block , “B73” on it . This is stamped on the every crank cap .And this code must be on the left side of the block with a brush paint which is made by quite bigger strokes . I haven’t seen it yet, so that will be my next challenge. And the oil pan , it is bigger than the L-series Engine. Max is 6 litter, I am feeling this Engine becomes nicer about oil pressure when the oil quantity less than 5 litter. Kats
1 point1 pointHi , I looked at the cylinder block , now I understood how S20 is made . I see now water line , oil line , and each holes has each purpose. At the rear end of the block , “B73” on it . This is stamped on the every crank cap .And this code must be on the left side of the block with a brush paint which is made by quite bigger strokes . I haven’t seen it yet, so that will be my next challenge. And the oil pan , it is bigger than the L-series Engine. Max is 6 litter, I am feeling this Engine becomes nicer about oil pressure when the oil quantity less than 5 litter. Kats



 1 point1 pointSo the front rails are basically done. The jig is working really well. I can’t over-emphasize the benefits of having the car plumb, level and locked when it needs major surgery. Aligning the new rails was pretty straight-forward once they were fabbed up. Details here. ... Managed to true up the floors slighty as well. Now just need to do the battery patch, firewall repairs, rad support and (redo) the inner rockers and she will be ready to go on the rotisserie ???. Please stay tuned ....
1 point1 pointSo the front rails are basically done. The jig is working really well. I can’t over-emphasize the benefits of having the car plumb, level and locked when it needs major surgery. Aligning the new rails was pretty straight-forward once they were fabbed up. Details here. ... Managed to true up the floors slighty as well. Now just need to do the battery patch, firewall repairs, rad support and (redo) the inner rockers and she will be ready to go on the rotisserie ???. Please stay tuned .... 1 pointAs the owner of the Z and the flat tops that are the subject of this thread, I completely support this idea.1 pointI have been so busy with the 280 I forgot about this thread, so I got everything down to bare metal, two coats 2k epoxy primer on all surfaces and two coats of undercoat, and now that it's all sealed up I can breath a bit and not have to worry about the coming humidity. As it was time drop the car off the rotisserie I had a chance to weigh it, this is just the shell, the only thing left on the car is the vinyl headliner and the 2 rear wheel arch vinyls. Now I'm not 100% on this method but I couldn't think of any other way to do it with what I had on hand. With the car level the rear measurement was taken with the car hanging from the rotisserie bar that bolts on where the tie down hooks usually are, then jacks were placed under the rear rotisserie bar and the front was weighed hanging from the front rotisserie bar that is bolted to where the bumper shocks attach just in front of the radiator support. I checked the accuracy of the crane scale by lifting my small anvil which I know is 118 lbs and it was bang on, I have to apologize, I forgot to take a pic of the rear measurement but it weighed in at 289 lb, front was 246 lbs 289lbs 246lbs 535lbs minus the 6lbs of the rotisserie bars, is 529 lbs Someone with better geometry skills than me will have to verify if the method I used is valid.
1 pointAs the owner of the Z and the flat tops that are the subject of this thread, I completely support this idea.1 pointI have been so busy with the 280 I forgot about this thread, so I got everything down to bare metal, two coats 2k epoxy primer on all surfaces and two coats of undercoat, and now that it's all sealed up I can breath a bit and not have to worry about the coming humidity. As it was time drop the car off the rotisserie I had a chance to weigh it, this is just the shell, the only thing left on the car is the vinyl headliner and the 2 rear wheel arch vinyls. Now I'm not 100% on this method but I couldn't think of any other way to do it with what I had on hand. With the car level the rear measurement was taken with the car hanging from the rotisserie bar that bolts on where the tie down hooks usually are, then jacks were placed under the rear rotisserie bar and the front was weighed hanging from the front rotisserie bar that is bolted to where the bumper shocks attach just in front of the radiator support. I checked the accuracy of the crane scale by lifting my small anvil which I know is 118 lbs and it was bang on, I have to apologize, I forgot to take a pic of the rear measurement but it weighed in at 289 lb, front was 246 lbs 289lbs 246lbs 535lbs minus the 6lbs of the rotisserie bars, is 529 lbs Someone with better geometry skills than me will have to verify if the method I used is valid.








 1 pointIsn't THAT the truth! You-know, I have two toolboxes and a whole slew of service tools. Lord knows what I'm going to do with all that. Some time ago, Kats was looking for a particular service tool and I took mine down to a machine shop and had copies made. I deserve a 12-step program!1 point1 point1 pointParts stripped completely. Will be having two set of headlight buckets painted, one set will have the head light lenses, one set will not. The car had been in a front fender bender I’m guessing because one of the buckets is FRP and the other is metal.
1 pointIsn't THAT the truth! You-know, I have two toolboxes and a whole slew of service tools. Lord knows what I'm going to do with all that. Some time ago, Kats was looking for a particular service tool and I took mine down to a machine shop and had copies made. I deserve a 12-step program!1 point1 point1 pointParts stripped completely. Will be having two set of headlight buckets painted, one set will have the head light lenses, one set will not. The car had been in a front fender bender I’m guessing because one of the buckets is FRP and the other is metal.
 1 point1 pointThe pistons, I found a cool thing , original pistons are numbered on top face , from 1 to 6 . On the other hand, a new piston which I have is supplied from Nissan is not stamped on it . Cylinder liners are NOS . The original pistons are very nice . But I am wondering can I put original pistons into the each corresponding cylinder even if I use a set of new cylinder liners? Kats Kats
1 point1 pointThe pistons, I found a cool thing , original pistons are numbered on top face , from 1 to 6 . On the other hand, a new piston which I have is supplied from Nissan is not stamped on it . Cylinder liners are NOS . The original pistons are very nice . But I am wondering can I put original pistons into the each corresponding cylinder even if I use a set of new cylinder liners? Kats Kats









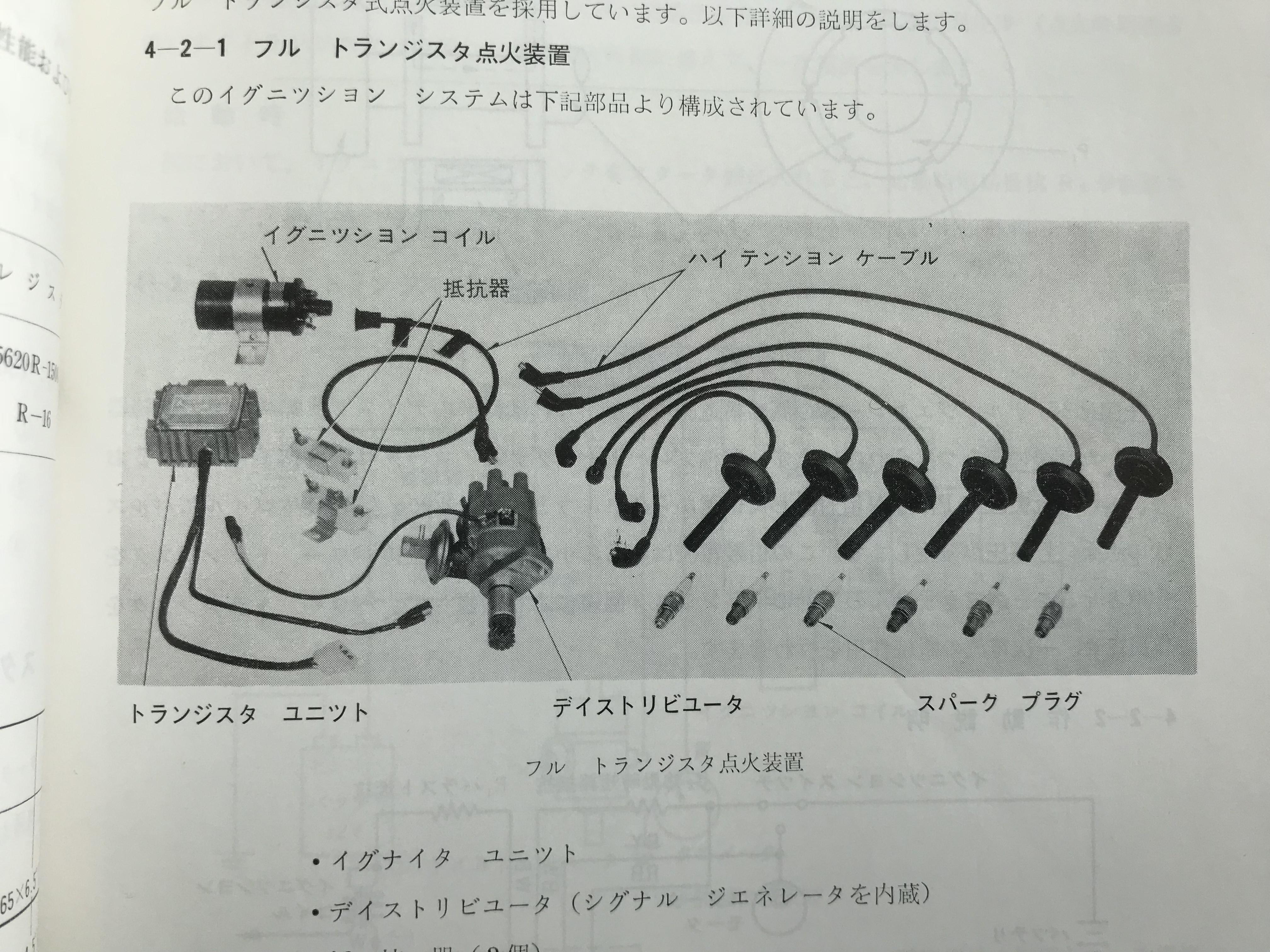
 1 point1 pointA chain tensioner is adjustable manually . Don’t tight too much , no chain noise isn’t good , some noise is good for the chain. I tried to display the electrical ignition system , but I didn’t want to open the plastic bag because I have got the used complete set from the seller of the spare engine. Note : S20 comes with Mitsubishi components such as a starter/ an alternator/ a distributor/ a voltage regulator / a transistor ignitor. Kats
1 point1 pointA chain tensioner is adjustable manually . Don’t tight too much , no chain noise isn’t good , some noise is good for the chain. I tried to display the electrical ignition system , but I didn’t want to open the plastic bag because I have got the used complete set from the seller of the spare engine. Note : S20 comes with Mitsubishi components such as a starter/ an alternator/ a distributor/ a voltage regulator / a transistor ignitor. Kats


 1 point1 pointYou just won the lottery my friend, it looks like it is lovely condition and should be an easy clean up. They are lots of fun to drive.?1 point1 point1 point1 point1 pointYes there's a RB20e and a RB20de. RB30e is the only 3.0 as far as I'm aware. Problem that I can see is mainly chamber volume because rb30e has Hemi style chambers. Would require custom pistons. Sent from my iPhone using Classic Zcar Club mobile1 point1 pointNo worries, just some friendly banter. Good points. Yes the first photos are 280z. Rust is usually at the wheel well lip and at the front-bottom of the quarter panel where water drains. The exhaust heats up the rear corner and keeps it dry. I've seen a quite a few few dings on the corners that look like a tough spot to hammer back. My 72 had these beauty marks:
1 point1 pointYou just won the lottery my friend, it looks like it is lovely condition and should be an easy clean up. They are lots of fun to drive.?1 point1 point1 point1 point1 pointYes there's a RB20e and a RB20de. RB30e is the only 3.0 as far as I'm aware. Problem that I can see is mainly chamber volume because rb30e has Hemi style chambers. Would require custom pistons. Sent from my iPhone using Classic Zcar Club mobile1 point1 pointNo worries, just some friendly banter. Good points. Yes the first photos are 280z. Rust is usually at the wheel well lip and at the front-bottom of the quarter panel where water drains. The exhaust heats up the rear corner and keeps it dry. I've seen a quite a few few dings on the corners that look like a tough spot to hammer back. My 72 had these beauty marks:
 1 point
1 point











































































Important Information
By using this site, you agree to our Privacy Policy and Guidelines. We have placed cookies on your device to help make this website better. You can adjust your cookie settings, otherwise we'll assume you're okay to continue.