Leaderboard
-
HusseinHolland
Free Member7Points1,031Posts -
z3beemer
Free Member6Points169Posts -
grannyknot
Free Member5Points5,158Posts -

wheee!
Free Member4Points4,607Posts




Popular Content
Showing content with the highest reputation on 12/19/2023 in Posts
-
6 pointsAfter several years, a lot of $, work and help from many of you guys, I now have a 2023 1973 240Z. Here are a few pics. Thanks again to all of you. It's hard to tell from the photos but when I painted it, I incorporated gold micro sequence metal flake in an intercoat layer of paint. When it sits in the sun, it sort of twinkles.




 6 points
6 points -
Got the rear strut brace done this afternoon. First I figured out the angle I needed to set the strut plate at Probably 15º, I measured it closer to 16º with my rudimentary tools I futzed around trying to make a card template, but my geometry skills suck, so I just clamped my angle tool to the support Tacked both & checked the fit then I welded them fully Then I fitted them & measured the span at 29.75". I cut the 1.75" tube to just over that, then shaved a dip in the ends to fit snug on the vertical plates, checked that it is level (same as car) After that I fully welded the tube to the supports. Deep socket still clears support wall original caps still fit












 3 points
3 points -
2 points
-
2 pointsWorking on the final version. New throttle body is amazing!2 points
-
2 points
-
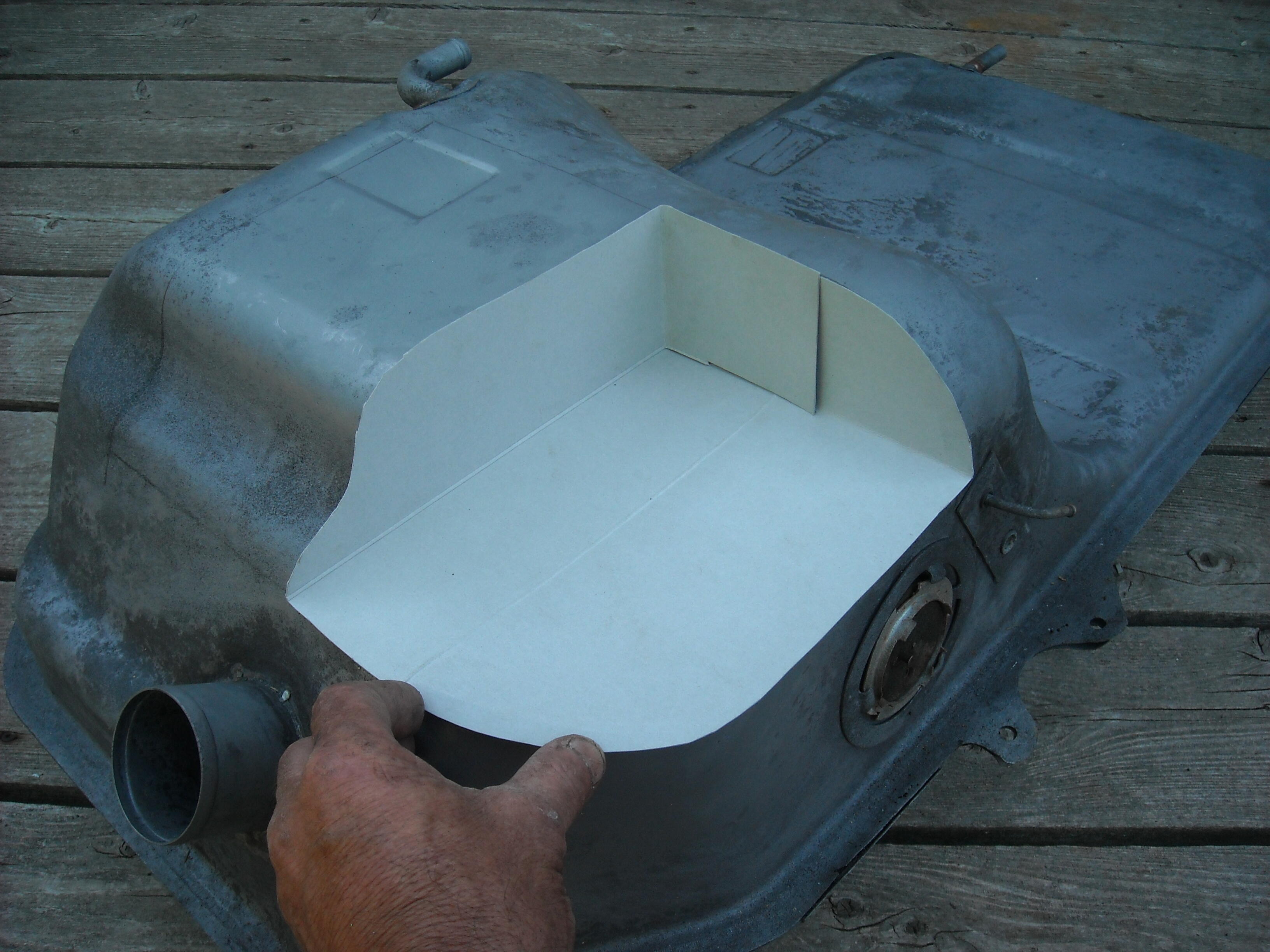
1 pointI wasn't sure if I was going to be able to save the battery tray or the inner fender supporting it. The tray I threw in a bucket of citric acid for a few days, some big pits but nothing broke through the surface so it is still usable. I used a air scaler on the inner fender but couldn't begin to get the rust in the pinch weld so out of desperation I pulled out a phosphoric acid product I purchased years ago. I've never had much success with phosphoric acid but this stuff was really good, thick gel like consistency, it took several applications with scraping in between but I'm pretty happy with the results.




 1 point
1 point -
I took it down to Techno strip and had it dipped.

 1 point
1 point -
From the 'Smart Chemistry for a Better Environment' website, by D.W. Davies Co. RADIATOR CLEANER FOR RADIATOR REPAIR SHOP USE Davies “RADIATOR BOIL OUT #100” is a powdered alkaline detergent formulation used with water for heavy-duty immersion radiator cleaning, as well as in-place radiator cleaning. The product renders better cleaning due to better penetration, grease emulsification, better rinsing and powerful scale remover. This product also contains an inhibitor which prevents corrosion of metals by alkalies. For Cleaning Radiator with Immersion Tank: Prepare a solution of 2 lbs. per 20 gallons of water, increase or decrease usage based on soil load. Heat the water and maintain it at or neat boiler point. Immerse the radiator or other parts in the hot solution and inspect frequently for completeness of cleaning. Remove from vat, allow to drain and pressure rinse. For Cleaning Radiator In-Place: Use 2 lbs. per 3 gallons of water in system. Drain system, close drain and pour solution into radiator, replace cap, run motor 30-60 minutes - - drain radiator again and flush with water until water is clear. This agrees with my understanding that a rad (or fuel tank) 'boil out' is only partly related to the use of a near-boiling liquid and has just as much to do with the use of an alkali (such as powdered laundry lye) dissolved in that liquid. FWIW, I remember first reading about this process in a book* that I ordered from the UK back in the 1960's, when I was first getting interested in motorcycles (* 'Modern Motorcycle Maintenance'... where the definition of 'modern' seemed to be focused on somewhere around 1955). The hot lye strategy was recommended for 'de-carbonizing' exhaust systems. No reason why you wouldn't be able to use the same procedure with your Z's fuel tank, but you'd probably need to let the solution sit in the tank overnight, to compensate for the fact that it will only be near-boiling for the first 30 minutes.1 point
-
We dont ever bevel them. We set the outside edge flush with the roof deck. Like your second sketch1 point
-
1 pointYou can always buy them from Bel Metric. They have JIS spec bolts For the M8: https://belmetric.com/m8x1-25-coarse-jis-b-1180-hex-bolt-class-8-8-wrench-12mm/? Buy a variety of lengths in case you need M8 bolts in the future. Also consider buying some M8 nuts. Normal: https://belmetric.com/nuts/jis-wrench/?FilterSpecification=JIS__B1181 Flanged: https://belmetric.com/nuts/flanged-nuts/?FilterSpecification=JIS__B11901 point
-
Mig, I did the welding, lots of tiny spot welds until I plugged them all up then coated inside and out with POR15 gas tank kit.1 point
-
Bar stock, I rolled it in the vice1 point
-
1 pointModified the passenger seat switch mount point, to accept the driver's switch. The pas switch is $$$, vs. the cheap & plentiful driver's version. I don't care if it has 2 toggles
 1 point
1 point -
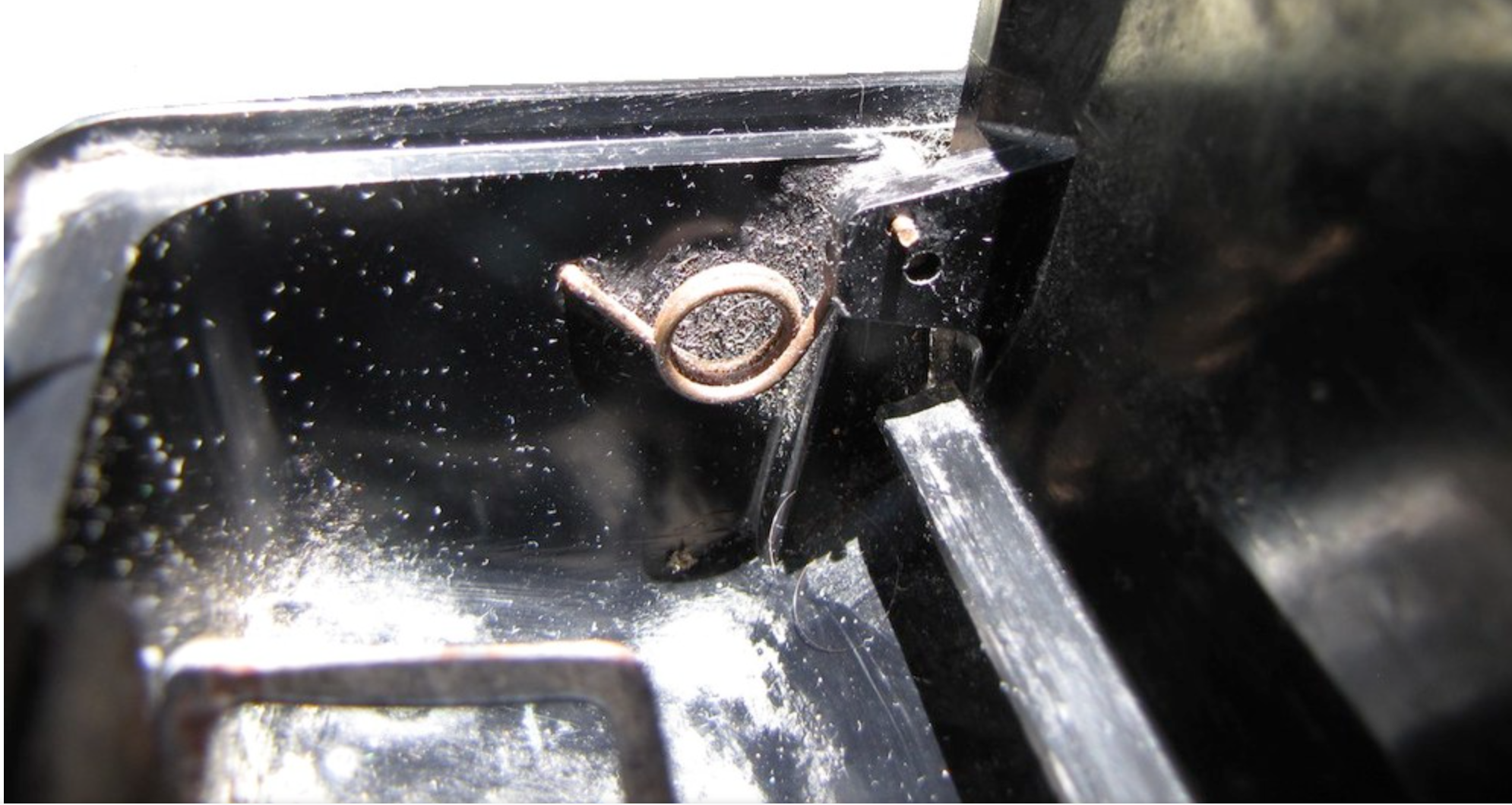
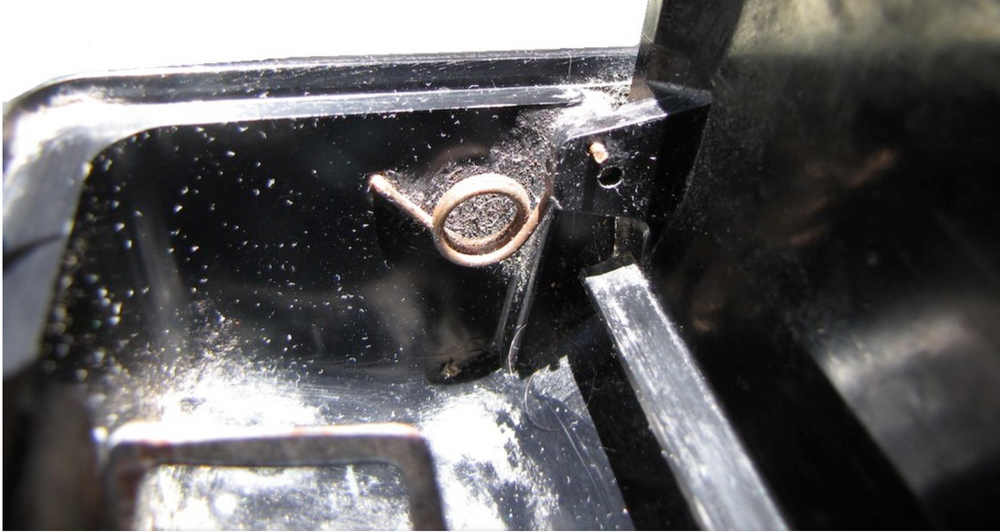
I found this picture on the site from a post by @Mikes Z car back in 2016. This is for an early z but according to the parts diagram its the same for later cars. Know that I know what it looks like I should be able to bend one.....as wire bending is what I do for a living! One of the round tabs on my console was broken. I was able to drill it out and I tapped in a bolt about the same size with the head cut off. I think it was an m6x .8. Worked great.
 1 point
1 point -
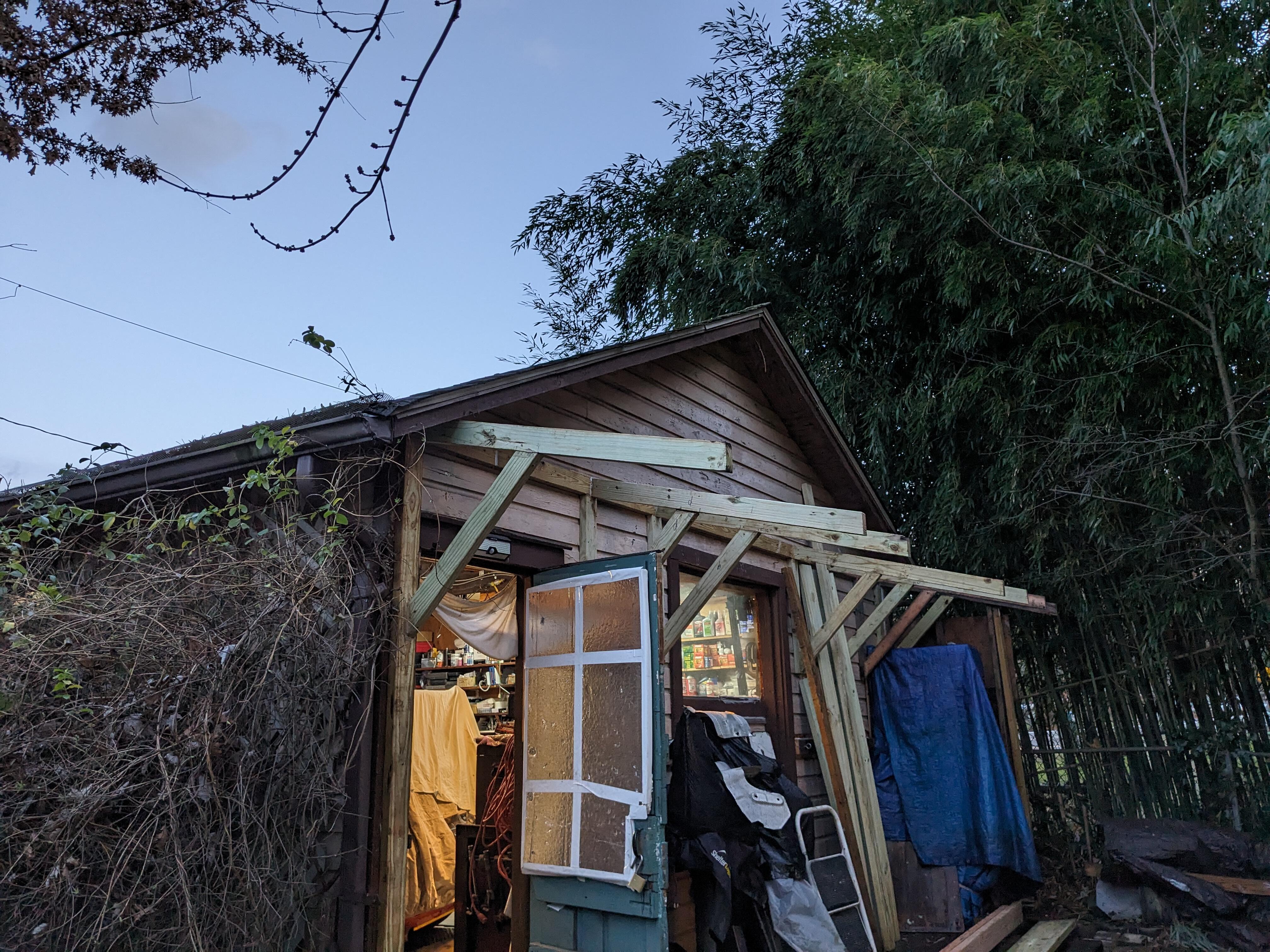
Worked on the rear strut brace this afternoon, then the rain stopped long enough for me to get the outer rafter up. During the week I'll try to finish it up
 1 point
1 point -
The gasoline does not soak in to the metal. If you fill the tank with water once and empty it it will be purged of all flammable material. Gasoline is partially soluble in water, so any crevices, cracks, or rusty spots will be extracted of their tiny amount residual liquid gasoline. Dry ice would work well too, after all of the liquid gasoline is removed. If there is liquid left in the tank the CO2 will push out the vapors but the liquid will revaporize once the CO2 is gone. One reason that CO2 works well also is becuase it displaces the oxygen. No oxygen, no flame. But CO2 is also dangerous for that reason. Closed spaces and all that, plus the possibility of freeze-burns. Water is cheap, safe, and easy. The hardest part is getting the insides dried out afterward. I'd just use water. CO2 is great for underground tanks because they're big and you'd have to pump out the water if you used it. But a Z tank can be tossed around pretty easy. Why is my spell-check not working anymore... p.s. I've taken some classes where these types of subjects were studied.1 point
-
If you're going to gutter it, you might want to be on the 3" side. You could also counter flash from under the roof panels to down inside the gutter to protect the sub fascia a little better1 point
-
Since it's pouring rain now, I started working on the rear strut brace. Strut weld plates came from ZcarDepot making the vertical support for the tubing from 2" x 3/16" bar stock started curling the plate in the vice tried to use this 4" tube to squeeze the plate around for refining the circle, doesn't work So I used the strut plate to bring it into shape have to contour the tube end to mate with the weld plate 1.75" x.095" tubing1 point