



zKars
Supporting Member
-
Joined
-
Last visited
Everything posted by zKars
-
All great feedback, thanks. Yes the 4mm measurement isn’t the be all and end all tell tail of your success, correct initial centering in the existing hole is your best defence. Another idea to getting the bearing to center itself when getting started, is to un-clamp the housing from the base so when you push the bearing through, the whole thing can easily move around, rather than using the X/Y adjusters with all the above mentioned rubber play in everything. Go in and out a few times until it settles, then carefully and evenly tighten down the toe clamps to lock the housing to the mill table. Maybe I need to get some good precision DRO X/Y readout on the table so I can accurately locate the center of both holes then compute if the distance is close enough to 71mm before AND after the hole is enlarged.
-
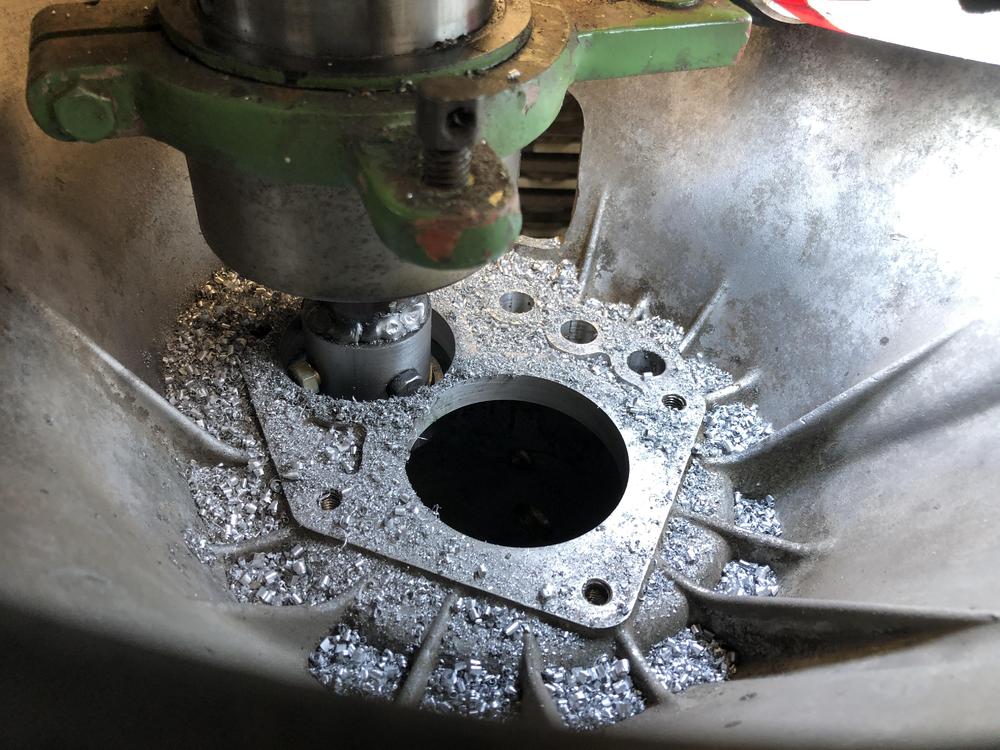
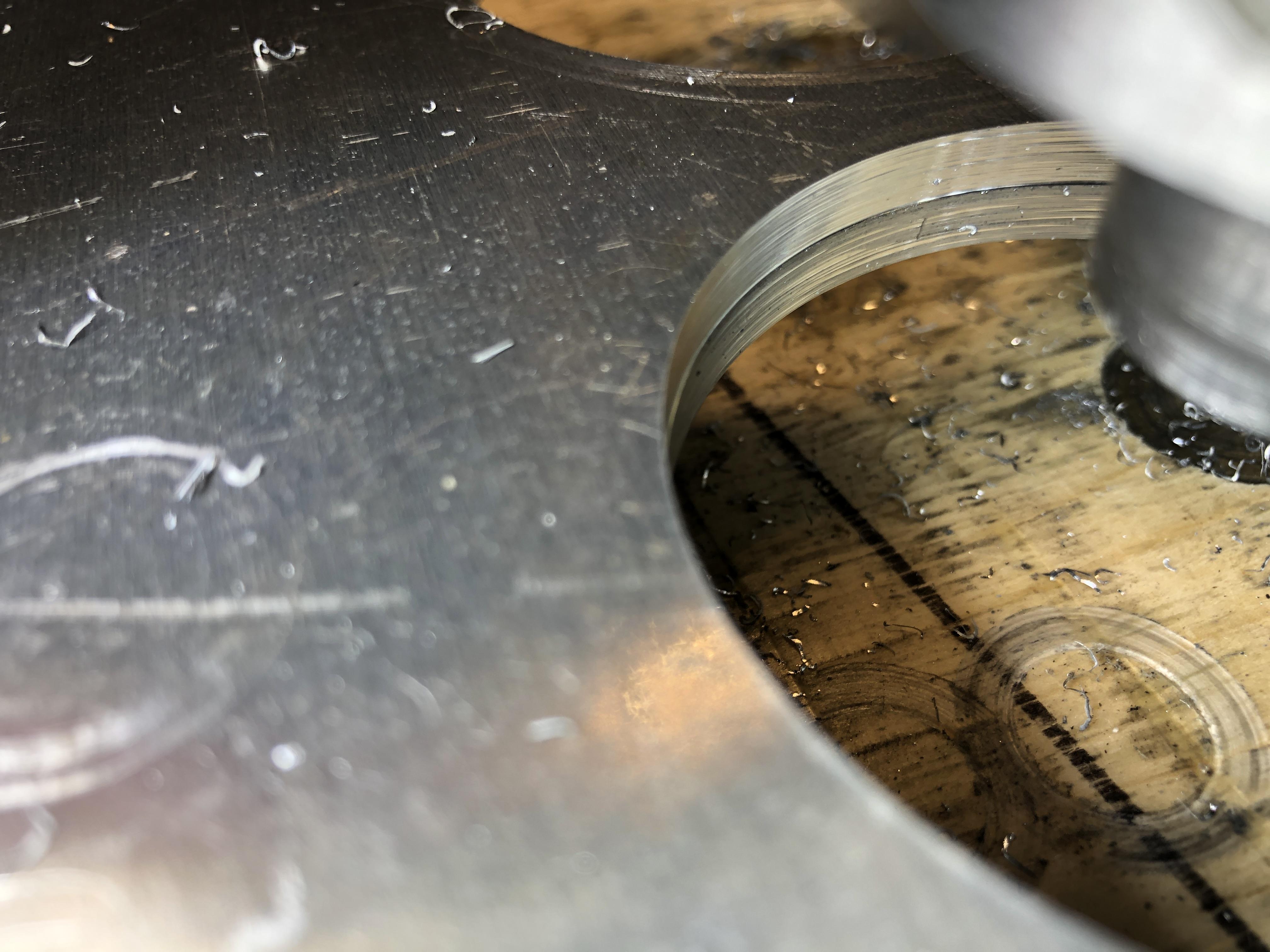
Well, the first real 62mm hole in a real 4 speed housing has been bored. The bearing fit is a nice tap-in, just like the Stock C type hole, and the location is as perfect as close as I can measure. There is exactly 4mm between the two bores. One slight issue that may lead me to use the coax indicator instead of the pilot bearing for centering. Maybe. This time, when you first move the bearing up/down into the 56mm hole with the quill and start moving the table X/Y to get the bearing to slide nice and evenly in the hole, there is quite a bit of X/Y motion possible with the bearing still passing through. You have to listen very carefully to get the least drag noise, and to get the minimum quill effort. This is not slop between the bearing and hole, or bearing on the mandrel, this is the table motion deflecting the casting on its plywood base I suppose. It’s pretty easy to get close. I drilled the hole, it worked out fine, BUT there is a clue that I was not perfectly centered. The bearing stays engaged with the old 56 mm hole until you are about 75% of the way through, then the bearing pops out the bottom, and is no longer supporting the quill location. At that moment, you can see a mark around the circumference of the bore. It’s tiny, I can’t feel it with my fingernail, but I can see it. So the bearing was not dead center to start with. Maybe its just a remnant of the motion induced when the bearing left the bore. Oh so close. Measuring the 4mm space between the two bores is tricky. My caliper is too long. So I set my micrometer to 4mm. You can’t measure that thickness with two curving walls, so it’s resting on top. I need to make a 4mm gap gauge of some type. This is a 4mm drill bit. Parallax is a bitch.... picture is not perfect. This is the 62mm bearing in place.



-
Success! Only took 5 tweaks of the cutter position to achieve hole size Nirvana. It has that nice rough scrapie sound as the bearing easily pushes through the hole with the drill quill. Such as easy test. Drill through, slap the 62mm bearing on the bottom, and push it through the hole to see how it fits. You know immediately if its the right size or not. Since I was starting with a 57ish mm hole drilled with my 2.25" Forstner bit, I couldn't use my 56mm bearing as the pilot. I got a chance to use my fancy new rotating center finder thingy, or Coax if you want to picky.... Dang that worked slick. Got the needle to quiver inside of 1 division on the dial indicator, then swapped to the mandrel, drilled the new 62mm hole. To test how close to center I was, I initially set the boring bar to just a bit larger than the initial hole I had indicated from, and drilled half way down, leaving a step. I then inspected it visually all the way around to see if the step width stayed consistent to test concentrical-y-ness. I can not tell the difference from one side or the other. Seems just fine to me. Next thing up is to actually put a 56mm bearing on the mandrel and drill out a test 4 speed housing and see it the hole ends up in the right place. I also did a thing. To help me check if my holes are the right size, and if the new 62mm hole is in the right place, I figured there was nothing better than using a real C type front bearing housing for comparison. Turns out the C type I took apart has a busted bell housing that was previously patched with epoxy and fiberglass cloth, so there was no way I would ever use it again, so..... There you go. Now I have a nice easy to handle and measure, C bearing / shift rod plate. Easy to measure the thickness variations, size of the 16mm shift hole (a 5/8 bit is going to be SO close. 0.630 vs 0.625. The rod is very close to 16mm, so a 5/8 hole will need just a tad of honing to make it work. Steve talks about this same problem here http://zhome.com/ZCMnL/tech/240SX5spd/Transmission2.htm "but later had to ream the hole slightly larger myself with an adjustable reamer because it was too tight" Dollars to donuts the machinist used a 5/8 bit.... I could pony up and learn about reaming now.... 62mm_TestFit.mp4 coax.mp4



-
3520DC77-167C-4494-AEC6-329224708A5B.MOV Making it’s first hole and plenty of chips in a piece of scrap. Starting with a 57mm hole. Slowly sneaking up on the correct size by tapping the insert over, then drilling again to enlarge. Test fitting the 62mm bearing at each stage. 3520DC77-167C-4494-AEC6-329224708A5B.MOV


-
Not yet, I got as far as what you see, then had to leave it. I have to do a proper job of determining the real play, then decide if the bearing inner/outer need to be connected. I’d rather they didn’t, as I don’t want to use drilling torque to overcome friction of spinning that outer bearing race in that tight bore. Even if I have to blow $20 bucks on a new fresh bearing to get minimal play. Adding some grease, ie pretending its a wheel bearing, would also take up some clearance.
-
Progress! Finally got a good tolerance tool done. Now just have to bore the 1/2” hole through the body for the boring bar and start making practice 62mm holes. 6B1A7676-B04D-4E1B-8757-4BF3A2E4E3A2.MOV
-
I had considered this, but a real bearing is the ideal pilot. Nice rounded edges, no guessing about “is it tight or loose enough” and the endless trial and error that incurs. Zed Head I did measure one of the worn dry bearings I have here, and I swear the side to side play is less than 0.001. I’d even consider welding the inside to the outside to remove any play at all.
-
Also worked on the bell housing C conversion bearing 62 mm drilling / centering problem. Progress! It will be possible and likely easy. The idea of using an old 56mm bearing as a pilot is working perfectly. The mill can easily push it through and align the bell housing in 15 seconds. You get the most satisfying woosh/scrapping sound as it gets pushed through and back. Very smooth. I’ll be able to put a 62mm bearing on the bottom of this thing once it’s drilled to 62ish, to test the fit of the bearing. No measuring error, just “Does it press through with the right amount of effort and smoothness” Pretty slick I think. The bell housing is bolted to a piece of 3/4 plywood with four recessed 8mm bolts. The plywood is then anchored to the mill table once it’s centered over the hole. The custom milling head you see is my first attempt. This one is not quite concentric. Practice makes perfect. It is welded to a MT3 mandrel. Fun to align and center. Seems the trick is don’t bother getting it final OD until AFTER the welding is done. Duh... It lacks the horizontal 1/2” hole that will hold the cutter bar. It does have the 56mm bearing nicely sitting on a 22mm boss with am M14 bolt locking it in. The mill head itself has enough clearance to the bell housing sides and plenty of travel. Bit a question about whether it’s worth making one of these or just taking it to a machine shop. Guess it depends on how many I’m going to do. For me in the near future, it makes sense. There is still the issue of needing to machine off a few mm from the OTHER side and make the 1/2 shift rod 16mm. Access from the other side is much tighter obviously. How long a mandrel can I make with a surfacing cutter that won’t wobble....




-
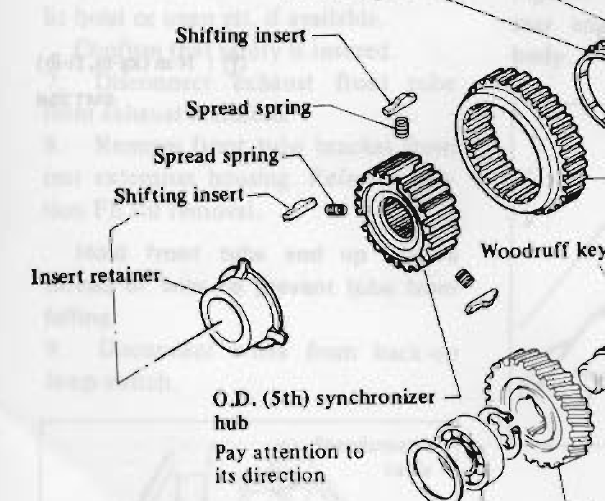
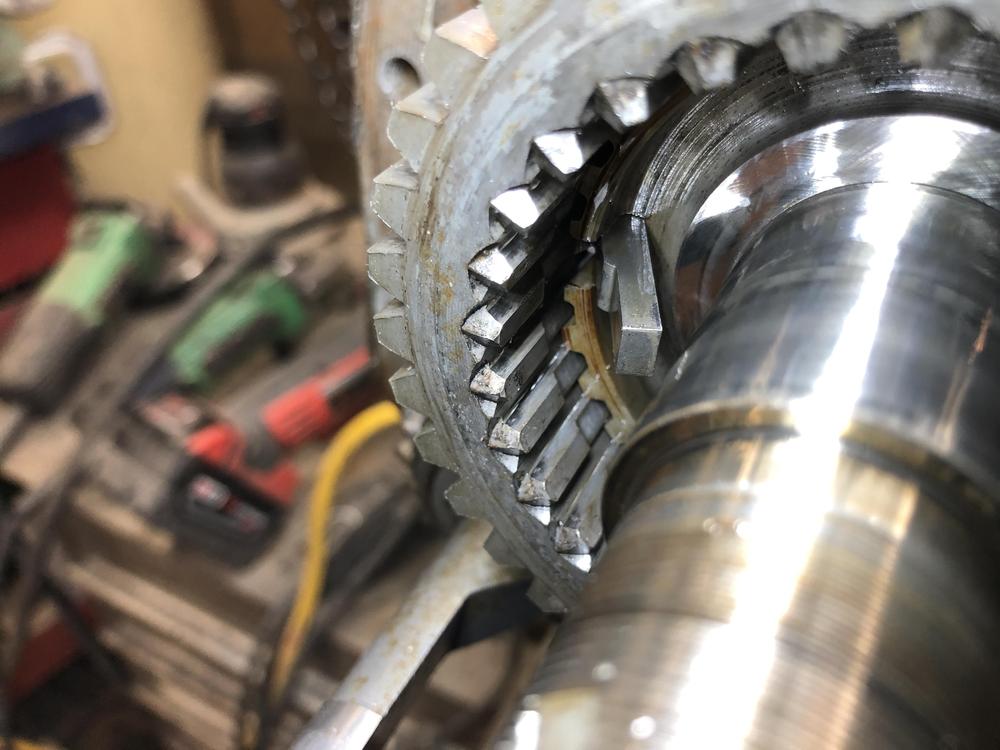
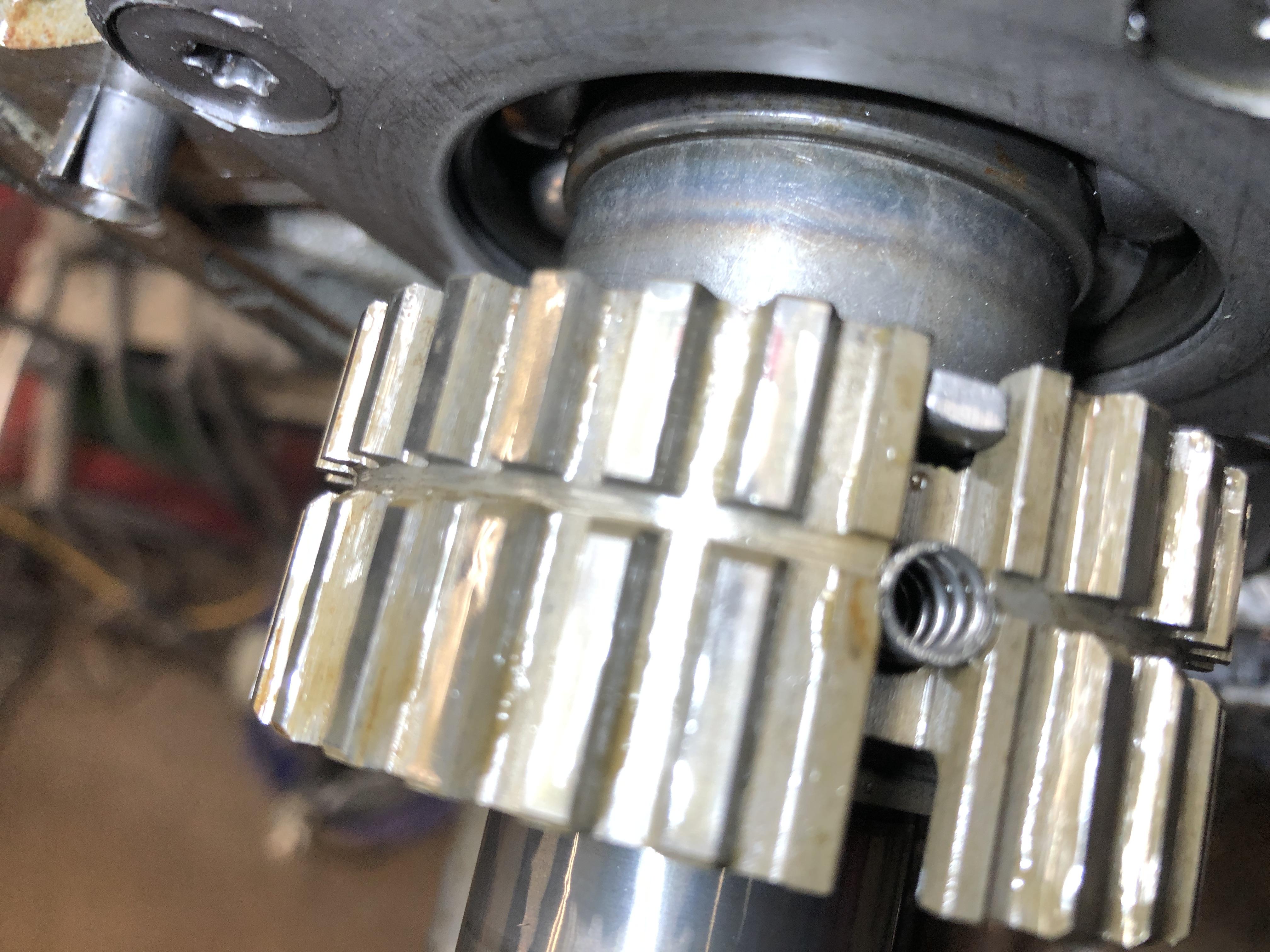
And now that Christmas is over, the real fun begins. First up is something for the "tips" section I guess. Part orientation. The FSM mentions in several sections to ensure part orientation/direction is maintained. They however spend zero time showing you the correct orientation of the parts. So. Let's begin with the 5/reverse synco hub and it's nasty little springs and shifting inserts as they are called. First the syncro hub. It has an offset circumferential groove in the outer teeth, not shown in the FSM pic above. Put the groove more to the front to orient it properly. Front is at the top of the picture, obviously the intermediate plate is there are were are taking pictures of the 5th/reverse parts that are in the rear of that plate. Second, the three little shifting inserts. They have an offset bump on the outer face. Put the bump toward the front. Oh, and bump OUTWARD. The spring touches the flat bottom The FSM shows the three shifting inserts, but the one lower right incorrectly shows the bump to be offset to the REAR. The other two are sort of ambiguous. The bump on each insert is definitely toward the FRONT (left side of the screen grab picture). This picture was taken as I was disassembling the hub. Shows the LONG end of the insert facing toward the camera (rear). Front of the trans is into the picture, so the short end is facing FRONT (can't see it, it's in its groove in the hub) I've confirmed this insert orientation on all the other trans I've taken apart. The other hubs have the same type of inserts but they are symmetrical. Their bump is just like the 5th gear ones, but it's in the center. You can't confuse them with the 5th gear inserts, these have little legs on the back side as well. Here in the picture they are shown with their mating springs in the correct orientation, with the bottom of the picture being outward.



-
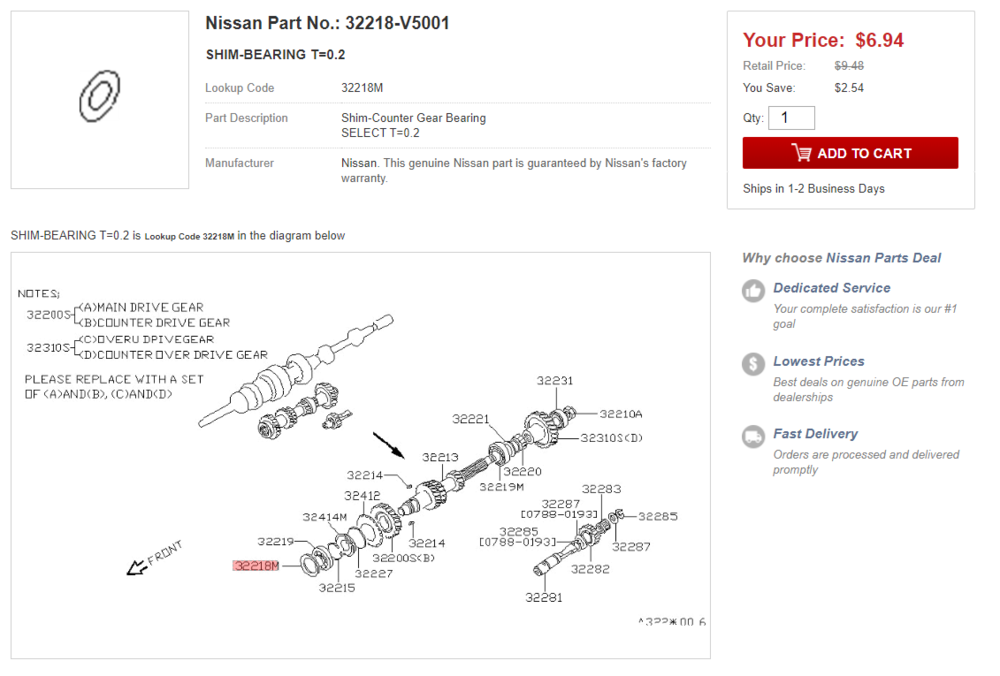
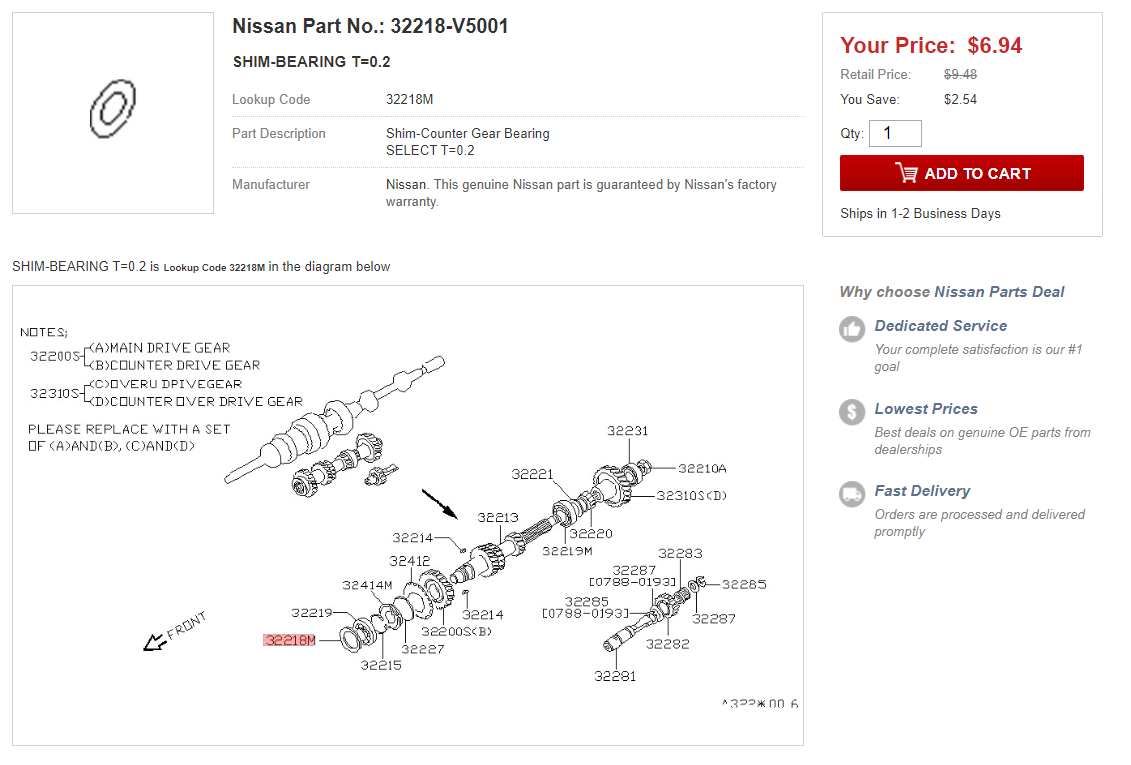
And while I'm thinking about it.... I mentioned earlier about the possible wisdom of put the 62mm front counter shaft bearing in your FS5W71B transmission. I must mention that it will then require two additional items other than the bearing. The front cover plate for the C trans must be used as the recess in the back is sized for the larger bearing. It ain't cheap either. $99 from https://www.transmissionpartsdistributors.com/fs5w71-series-transmission-front-bearing-retainer-original-equipment-fits-nissan-84-4-cyl-cars-trucks/ This also means you will need a bearing shim for the C trans as well. Different thicknesses are available. There is also a tiny detail about the C bearing being 17mm thick vs the B bearing being 16mm thick. Some case material may have to be removed around the bearing just like you do with a full C type conversion, maybe somewhat less.

-
I see there are two kinds. One with a plain silver disc and one with fan blades on silver part, slightly larger overall diameter. ME thinks the smaller one is the 73? 260 and up had a slider switch. Surely we discussed this before here.
-
And while I'm thinking about it.... I mentioned earlier about the possible wisdom of put the 62mm front counter shaft bearing in your FS5W71B transmission. I must mention that it will then require two additional items other than the bearing. The front cover plate for the C trans must be used as the recess in the back is sized for the larger bearing. It ain't cheap either. $99 from https://www.transmissionpartsdistributors.com/fs5w71-series-transmission-front-bearing-retainer-original-equipment-fits-nissan-84-4-cyl-cars-trucks/ Aha! they have an aftermarket one as well, cheap. Sure, an ambitious (cheap?) guy could hog out the cover to fit the larger bearing too... This also means you will need a bearing shim for the C trans as well. Different thicknesses are available. There is also a tiny detail about the C bearing being 17mm thick vs the B bearing being 16mm thick. Some case material may have to be removed around the bearing just like you do with a full C type conversion, maybe somewhat less.


-
Sorry about the lack of updates, but Christmas and family stuff keeps getting in the way. Still haven't tried my hand at making a 62 mm hole out of a 56mm hole. Received the BK104WS trans rebuild kit from transmissionpartsdistributors.com today, finally. Got to say first their customer service is poor. Actually totally lacking. tracking showed they made the label on Dec 8th 2 days after I put the order in, then nothing changed on tracking until the 21, when it actually shipped, and got here on the 24th! (just now). USPS/Canada Post rocks to do this in three days at this time of year. I emailed once and phoned once during the Dec 8-21 gap and never received an email or phone call back. Chances are they were waiting for parts to come in from somewhere. Would have been nice to let me know that. But the thing showed up. And the contents are EXACTLY the same, part for part, as what I received from drivetrain.com. Only difference is the price. $135 from drivetrain, $78 from transmissionpartsdistributors. Both identical $40 shipping fee. So if you have 3 weeks to wait, then TPD is the obvious choice of vendor.

-
Merry Christmas! And thank you so much to all the delivery drivers for Fedex, Canada Post, UPS, Purolator, DHL etc that I have met in the past year!

-
Santa can dig one up. PM me.
-
If that turns out to be difficult, I’ll settle for a high resolution picture of the bottom of a filthy rusty thick undercoating covered Z applied to the underside of the coffin lid. Leave me a wire brush, scraper and propane torch so I have something to do for all eternity.
-
Ok, got a part today that is good news and confirms shift fork compatibility AND availability. One more Fs5W71B saved from the scrap heap. 32811-58S10 is the 3/4 shift fork from a Fs5W71C transmission. It is a usable replacement for both the 1-2 and 3-4 shift fork in FS5W71B with aluminum forks, and would also replace the 4 sp version metal forks. One tiny snag. The roll pin hole in the C and B type 5sp forks are larger than the 4 sp forks. If you break a 4 sp fork, you will need to drill the rod roll pine hole out to 0.195 or 15/64. A number 8 drill bit is good enough. Let me also repeat that the C type 1-2 shift fork will NOT WORK in the B types, it fits a larger diameter selector ring.

 It is foolish to assume the balls have no play, very good point. I shall measure a fresh and old one and see what deflection I find.The Nissan bearing is actually a light press fit. You can't push it through with your hand, but a very light rubber hammer can tap it through, if you keep it square to the bore. Remember when you put the case back on over the bearings they have to fit "just so", to allow them to be both properly and snugly located, and loose enough to allow you to push the case over them without a big hammer. I'll have to practice to see if the bearing will press through easily with the push from the mill quill or if it hangs up. Being a bearing, the middle will rotate with the cutter head, the OD will just be a stationary guide that gets pressed through. All has to be pretty smooth to feed the cutter down with good control and slow smooth action. Might have to sand just a tiny bit off the bearing OD to get a slightly looser fit. Capt'n is saying "just center the dang cutter over the hole with the Co-ax like we talked about and stop getting fancy!" but I have fear I haven't tested yet. With working down inside the bell housing, both seeing the dial gauge and swapping from the center finder to the cutter head may prove to be a challenge given the constraints of quill plunge depth (5"), different mandrels lengths on the two things, and clearance/vision. One thing I haven't said is my mill is more of a very heavy duty drill press. The one thing I can't do with it is move the entire head up or down in perfect straight line. The head, once you back off the lock down to allow it be moved up or down, can rotate on the column very easily, so there is no simple way of keeping the exact X/Y location. I have to work within the 5" quill plunge to get everything done. Should be playing this game today. Will take some pics and let you know how it goes.I too was concerned about that amount of cut, but it will be hard to adjust my welded cutter head. That is partly why I chose the index bit style cutter. It cuts aluminum like proverbial butter. I’ll cut very slowly. Thinking back to Philip's early idea of a dual concentric hole cutter, the inner one guiding the outer cutter by riding in the existing hole, I’m now thinking about making my own cutter head with a 22mm dowel on the bottom that mounts the stock ‘B’ 56mm bearing. Let the bearing ride in the existing hole to guide the cutter set out at 62mm. Maybe I’m getting carried away. Yeah, that’s new...And some good news tonight about the issue that started this thread, the trans that wouldn’t shift into 5th. It was in fact the ‘wrong’ shifter. What worked was a shifter from a zx, the one that has the spring loaded center and flat face bushings. The one on the left. What is interesting, is the wrong shifter has a slightly longer hole to bushing tip length than the zx one that works. well a day to learn something new is a good day.
It is foolish to assume the balls have no play, very good point. I shall measure a fresh and old one and see what deflection I find.The Nissan bearing is actually a light press fit. You can't push it through with your hand, but a very light rubber hammer can tap it through, if you keep it square to the bore. Remember when you put the case back on over the bearings they have to fit "just so", to allow them to be both properly and snugly located, and loose enough to allow you to push the case over them without a big hammer. I'll have to practice to see if the bearing will press through easily with the push from the mill quill or if it hangs up. Being a bearing, the middle will rotate with the cutter head, the OD will just be a stationary guide that gets pressed through. All has to be pretty smooth to feed the cutter down with good control and slow smooth action. Might have to sand just a tiny bit off the bearing OD to get a slightly looser fit. Capt'n is saying "just center the dang cutter over the hole with the Co-ax like we talked about and stop getting fancy!" but I have fear I haven't tested yet. With working down inside the bell housing, both seeing the dial gauge and swapping from the center finder to the cutter head may prove to be a challenge given the constraints of quill plunge depth (5"), different mandrels lengths on the two things, and clearance/vision. One thing I haven't said is my mill is more of a very heavy duty drill press. The one thing I can't do with it is move the entire head up or down in perfect straight line. The head, once you back off the lock down to allow it be moved up or down, can rotate on the column very easily, so there is no simple way of keeping the exact X/Y location. I have to work within the 5" quill plunge to get everything done. Should be playing this game today. Will take some pics and let you know how it goes.I too was concerned about that amount of cut, but it will be hard to adjust my welded cutter head. That is partly why I chose the index bit style cutter. It cuts aluminum like proverbial butter. I’ll cut very slowly. Thinking back to Philip's early idea of a dual concentric hole cutter, the inner one guiding the outer cutter by riding in the existing hole, I’m now thinking about making my own cutter head with a 22mm dowel on the bottom that mounts the stock ‘B’ 56mm bearing. Let the bearing ride in the existing hole to guide the cutter set out at 62mm. Maybe I’m getting carried away. Yeah, that’s new...And some good news tonight about the issue that started this thread, the trans that wouldn’t shift into 5th. It was in fact the ‘wrong’ shifter. What worked was a shifter from a zx, the one that has the spring loaded center and flat face bushings. The one on the left. What is interesting, is the wrong shifter has a slightly longer hole to bushing tip length than the zx one that works. well a day to learn something new is a good day. And if anyone wants pretty tinsel for their Christmas decorations, let me know.
And if anyone wants pretty tinsel for their Christmas decorations, let me know.
 Been busy today proving I can drill, no actually enlarge a hole. I drilled a 2.25” hole in some 1/2” aluminum plate using my Forstner sawtooth bits, about 57mm, then adjusted my boring head until I got 62mm hole. Well, slightly smaller, actually trying to match exactly the hole in the C type bell housing I have. I’d rather be over so slightly small then enlarge with a bit of sanding to make perfect. The insert style bit can easily cut the 57 to 62mm in one pass. Once I get it perfect, I’ll spot weld the boring head and bar into the head for repeated use.
Been busy today proving I can drill, no actually enlarge a hole. I drilled a 2.25” hole in some 1/2” aluminum plate using my Forstner sawtooth bits, about 57mm, then adjusted my boring head until I got 62mm hole. Well, slightly smaller, actually trying to match exactly the hole in the C type bell housing I have. I’d rather be over so slightly small then enlarge with a bit of sanding to make perfect. The insert style bit can easily cut the 57 to 62mm in one pass. Once I get it perfect, I’ll spot weld the boring head and bar into the head for repeated use.
 So today I go to play with my new co-ax center finding thingy after drilling a nice 2-7/16 hole in a 1/2" thick piece of aluminum plate.. Get the co-ax, chuck it in my arbor, attach an indicator arm, move the table around a bit, start to move the indicator arm a bit to see what the dial gauge is saying, and..... It doesn't work. The needle never so much as budges when you move the center shaft in and out..... There is a pin I'd have to punch out to disassemble, but figure that will end my ability to return it. Back in box to Amazon with a return slip. Got what I paid for again..... sigh..... Order a better one and wait for tomorrow to see if the quality gods are on side or not
So today I go to play with my new co-ax center finding thingy after drilling a nice 2-7/16 hole in a 1/2" thick piece of aluminum plate.. Get the co-ax, chuck it in my arbor, attach an indicator arm, move the table around a bit, start to move the indicator arm a bit to see what the dial gauge is saying, and..... It doesn't work. The needle never so much as budges when you move the center shaft in and out..... There is a pin I'd have to punch out to disassemble, but figure that will end my ability to return it. Back in box to Amazon with a return slip. Got what I paid for again..... sigh..... Order a better one and wait for tomorrow to see if the quality gods are on side or not






























Important Information
By using this site, you agree to our Privacy Policy and Guidelines. We have placed cookies on your device to help make this website better. You can adjust your cookie settings, otherwise we'll assume you're okay to continue.